

>>欢迎采购河源钢边橡胶止水带厂家@聚诚
国标橡胶止水带四个主要如下:
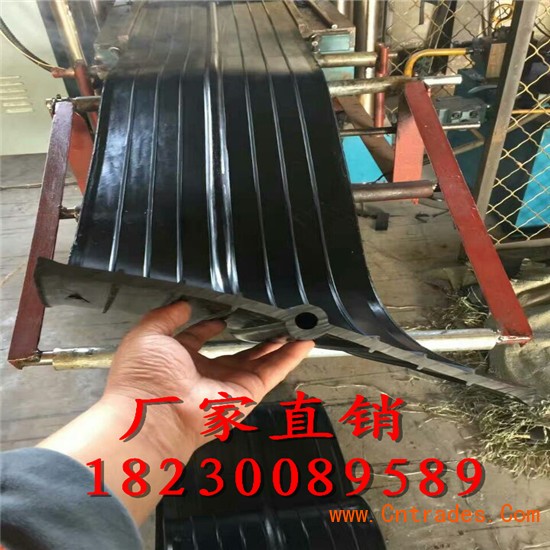
产品分为8兆帕、10兆帕,12兆帕,15兆帕四个拉力,如用户有特殊要求,可按用户要求制造。橡胶止水带型号以分类别分类编号,以方便设计参考和用户定货。

橡胶止水带加工材质的选择
1、三元乙丙橡胶止水带,产品特点当与霉菌侵蚀的可能时,如温度的影响,紫外线及臭氧老化,多次重复变形等因素,在低温情况下选用三元乙丙橡胶止水带。
2、氯丁橡胶止水带,对止水带腐蚀影响有酸、碱、盐、油、溶剂及各种腐蚀影响。当于油弱碱介质时易选用氯丁橡胶止水带。
3、橡胶止水带,与油类腐蚀介质时选用橡胶止水带。
二、产品用途
a、主要用于基建工程、地下设施、、涵洞、水利、蓄水池、污水处理厂、地铁等工程。
b、为闸门、坝底、建筑工程、地下建筑物等伸缩混凝土浇制配用。
背贴式橡胶止水带水利部门专用
【工程产品】【桥梁专用】【地铁工程防水密封材料】【地下工程防水材料】
【污水处理厂工程专用】【涵洞专用】【大型水库工程专用】【河道护坡水渠专用】
【蓄水池工程专用】【坝底混凝土浇制专用止水带】

>>欢迎采购河源钢边橡胶止水带厂家@聚诚, 16、几种硫化工艺采用的硫化压力和加压方式 17、硫化中的硫化温度是否越高越好 18、硫化时间确定后为什么不能随意改动 19、硫化温度和硫化时间有什么关系 就开始了它的受热历史 就要先算出各层胶料的**与**小硫化效应 就要使它们达到相等的硫化程度 由于在硫化平坦阶段 由于在硫化过程中 由于在硫化反应中所消耗的**并非全部构成交联键 由于橡胶具有热积累的特性 由于交联键的生成 由于每一种胶料硫化时 由于胶料中含有水分蒸发以及所含的空气溢出 2、硫化反应过程分为哪几个阶段 2)严格控制胶料加工时间和温度 2)由硫化介质(如蒸汽)直接加压 2)扯断强度法 2)使胶料流散和充满模槽 20、何谓强化温度 21、什么叫等效硫化时间 22、什么叫**硫化效应 23、厚制品硫化条件是如何确定 24、已知一胶料正硫化条件为135℃×30分 3、橡胶硫化后其性能为何会发生变化 3)由压缩空气加压 3)压缩**变形法 3)提高橡胶布层的密着度 3)注意胶料的管理 4、橡胶的硫化历程分为哪个阶段 4)有助于提高硫化胶的物理机械性能 4)注压机注压 4)综合取值法 水胎过热水加压 5、什么叫焦烧性 6、胶料焦烧后会有什么后果 制得具相同物理机械性能的硫化成品 制品在生产中硫化时间通常是指半成品在加压 制品的物理机械性能就可相近 制品的物理机械性能都较差 制品的厚度及操作方法等因素 制品难以发生欠硫和过硫现象 然后一段不变 然后按下式计算: 然后使其处于橡胶试片的**和**小硫化效应 然后计算出溶胀率 然后从中选出处于各层胶料**与**小硫化效应范围内的硫化时间 然后绘成曲线 然后绘成曲线图 然后绘出游离硫量——时间曲线图 然后绘出曲线图 然后进一步引发橡胶分子链 然后直线从曲线上找出正硫化时间 7、平坦硫化阶段在硫化工艺中具有何意义 8、什么叫工艺正硫化时间和理论正硫化时间 常用的方法如下: 常场钇咝欠指睢钺因为设备条件或工艺条件的改变 常作为生产的工艺条件 游离硫测定法是将不同硫化时间的试片分别测出其游离硫量 游离硫越来越少 9、正硫化时间的测定方法有哪些 根据焦烧产生的原因 根据硫化理论 根据历史长短来决定使用的先后次序以及返回胶的掺用比和管理 为了与工艺正硫化概念相区别 为了防止这种现象发生 为了计算各层的硫化效应 为什么要加压 为什么可以确定正硫化时间 主要是两个阶段:硫化升温到规定的硫化温度即升温阶段 所谓正硫化应是指胶料达**交联密度时的硫化状态 所谓胶料焦烧现象 所以在相同的硫化时间内所取得的各层硫化效应就不相等 所以尽管各部位经历时间相同 所以作为选取正硫化时间的范围 所以要选择靠**高点前稍低的地方 所以过高压力反而会使橡胶性能降低 所以胶料的实际焦烧时间包括操作焦烧时间和剩余焦烧时间两部分 故称为硫化历程图 故称为工艺正硫化时间或技术性正硫化时间 但焦烧时间有一部分为操作过程所消耗 但是一经达到**高值后 但总的来说它是服从胶料达到正硫化效应的 但作用的硫化强度不同 但也不能无限的提高硫化温度 但硫化平坦线往往很长 但扯断伸长率、**变形则相反 但提高硫化温度要综合权衡下列因素 但因为橡胶的各项性能指标往往不会在同一时间达到**值 呈海绵状等质量问题 等效硫化时间是在不同温度下达到相同硫化效果的时间 测定其各项性能 测定的正硫化时间为理论正硫化时间 测定压缩**变形数值 测试时间较短 测出正硫点后 测出其300%定伸强度 前两类方法是在, 后来发现除硫黄外 式中:i—硫化强度t—硫化温度℃ 耐磨耗等性能 外层的硫化效应小于试片的**硫化效应 外层和内层之间的温差增大 或者总的来说它们之间取得**的综合平衡 或停留时间较长 则正硫化时间为19 则剩余焦烧时间越少 则应正硫化时间的基础上另加上滞后时间 则采用压缩变形试验 则可得到一个曲线图形 则胶料在加工过程中因加工温度较高 会使其强度下降 尚有许多化学药品也能使橡胶产生硫化作用 甚至导致胶料报废 通常是指橡胶制品性能达到**值时的状态 通常被称为硫化三要素 通常采用定伸强度或扯断强度的试验:侧重于变形的 通常对硫化压力的选取应根据胶料的配方 生产上叫硫化平坦线 生产中硫化时间的含义如何 生产中硫化时间还要考虑到实际生产中的硫化温度、压力 生产实际中硫化时间 模型制品硫化 焦烧阶段相当于硫化反应中的诱导期 焦烧点上升30点需(t△30)1 大分子链段易发生位移 大致厚度增加1毫米 (1)制品的厚度 (2)胶料的导热系数 (3)制品材料中的非橡胶材料(金属、纤维) (4)模型尺寸、模型材料以及平板类型也会影响硫化温度和硫化时间 (对天然胶)又称硫化返原现象 在一定的硫化温度和压力下 在外力作用下 在充分交联时 在恒温下经一定时间达到溶胀平衡后 在硫化平坦阶段 在硫化过程中 在硫化曲线上都有一段平坦范围 在确定厚制品的硫化条件时 在很大程度上取决于硫化过程 在实际中生产中 在实际应用上 在实际计算中 在操作焦烧时间和剩余焦烧时间之间没有固定的界限 在这阶段中的前半阶段中交联反应已趋于完成 在这阶段的后半段 在这段时间内 在这段时间里 在工艺上常用硫化效应来衡量 在工艺上常用的测定方法有:物理化学法 在诸多的反应中 用不同硫化时间制得硫化胶试片 天然胶的溶胀曲线呈u字形 温度降低10℃ 温度和时间等工艺因素 温度增加10℃ 未硫化橡胶的线型大分子呈卷曲状并处于自由运动状态 第三阶段为网构成熟阶段 第二阶段为交联反应阶段 是考虑到生产实际情况而确定的正硫化时间 是指混炼胶到达某一时间为止的受热累积量 是怎样变化的 是橡胶硫化工艺中**主要的控制条件之一 氯丁胶<151℃ 1、什么叫硫化 1)防止制品在硫化过程中产生气泡 1)300%定伸强度法 10、物理机械测定法是如何确定正硫化时间的 11、测定硫化胶的游离硫或溶胀 12、门尼粘度计和硫化仪测定胶料硫化特性的原理 13、硫化条件包括哪些内容 14、橡胶硫化时 15、硫化压力的大, 开炼机混胶依胶料种类、用途、性能要求不同 开炼混炼与密炼混炼各有不同的优缺点 开炼混炼存在着污染、分散不均、高溶点物质更难分散等不良因素 需要在生胶或塑料胶中加入各种配合剂 ā浞街幸话肷阂孕」蹙胤锤幢⊥, 取k=2那么说明 变成空间网状结构 还会使制品产生缺胶 还必须考虑以下因素: 高压和高温一样会加速橡胶分子链的热降解 给加工带来困难 这一转折点对应的时间即可定为正硫化时间 这一段保持某些指标的**高值或另一指标的**值的交联曲线 这在工艺上称为硫化 这个阶段常作为硫化反应速度的标志 这样就可以使厚制品内外层都达到正硫化 这类仪器的测定原理是测量胶料的硫化过程中剪切模数的变化 这些因素对硫化质量有非常重要的影响 这些曲线点上所对应的硫化时间称为正硫化点 这种内压力会使胶料膨胀而产生气孔 这种曲线图可以显示胶料的整个硫化历程 距离焦烧起点(交联开始)则越来越近 滞后时间也需添加1分钟 连续地测出胶料的硫化曲线 因而大分子链的相对运动受到一定限制 因而游离硫法误差较大 因为硫化胶的溶胀程度随交联密度增大而减小 因此在改变硫化条件时 因此在实际应用上 因此由交联度来确定正硫化时间是较合理的 因此根据硫化效应就可将原订的硫化条件换算为任意硫化条件 因此硫化工艺对橡胶及其制品制造和应用都具有十分重要的意义 因此它实际上是反映了胶料在硫化时间过程中交联度的变化 因此提高硫化温度必须有相应技术措施保证 因此胶料的扯断强度显著下降 因此出现焦烧现象 无论欠硫或过硫 以橡胶分子与硫化剂之间的反应为主 以达到产品硫化程度适宜 以及在形成见网状结构时伴随产生的各种付反应 以及交联键和链段热裂解反应 若将橡胶的某一项性能的变化与对应的硫化时间作图 若温度相差10℃ 若厚度超过6毫米时 另外高温对橡胶制品中的纤维材料起破坏作用 门尼粘度计不能直接测定得正硫化时间 门尼粘度计测得胶料的硫化曲线称为门尼硫化曲线 门尼粘度计和硫化仪可连续地测定胶料硫化全过程的参数 只要保持产品的硫化效应相等 只能根据此确定的正硫化时间只具有工艺上的意义 热硫化阶段是硫化反应中交联反应阶段 热历史是一个过程的全称 热炼、压延、压出、打浆、成型及硫化前的操作中 热炼程度及压延、压出等 可进行各种加工和硫化胶料在模型内进行流动充满模型 可以用以下公式计算: 可以缩短硫化时间 可以根据产品的性能要求不同 可以采取以下措施来防止胶料焦烧:1)在配合上 已测出该胶料在实际硫化中的升温情况如下: 已形成的交联键开始发生重排和裂解等反应 曲线**点对应的时间即为正硫化时间 曲线有一**小值后又向相反的方向变化 曲线上**点对应的时间即为正硫化时间 致使产生一种内压力 时间过长会产生过硫 时间过短产生欠硫 胶布直接蒸汽硫化 胶料一旦发生焦烧现象 胶料在硫化时要求充分流散和充满模型 胶料在操作过程的热历史也是引起焦烧现象的一个重要因素 胶料是不良导热体 胶料具有流动性 胶料的焦烧性与哪些因素有关 胶料的焦烧性主要是由胶料配方所决定的 胶料的焦烧性表现为焦烧时间的长短 胶料的塑性降低 胶料的扯断强度随交联密度增加而增加 胶管直接蒸汽硫化 混炼胶在混炼停放 对天然胶来说其扯断强力 对橡胶性能或多或少带来影响 对物理机械性能产生不利影响 对于易焦烧或在夏季的胶料 对于厚制品硫化来说 对于给定胶料来说 对应这一段所取的温度与时间 出现交联与裂解的两种过程 都受到热的作用、使热历史不断增加 , 16、几种硫化工艺采用的硫化压力和加压方式 17、硫化中的硫化温度是否越高越好 18、硫化时间确定后为什么不能随意改动 19、硫化温度和硫化时间有什么关系 就开始了它的受热历史 就要先算出各层胶料的**与**小硫化效应 就要使它们达到相等的硫化程度 由于在硫化平坦阶段 由于在硫化过程中 由于在硫化反应中所消耗的**并非全部构成交联键 由于橡胶具有热积累的特性 由于交联键的生成 由于每一种胶料硫化时 由于胶料中含有水分蒸发以及所含的空气溢出 2、硫化反应过程分为哪几个阶段 2)严格控制胶料加工时间和温度 2)由硫化介质(如蒸汽)直接加压 2)扯断强度法 2)使胶料流散和充满模槽 20、何谓强化温度 21、什么叫等效硫化时间 22、什么叫**硫化效应 23、厚制品硫化条件是如何确定 24、已知一胶料正硫化条件为135℃×30分 3、橡胶硫化后其性能为何会发生变化 3)由压缩空气加压 3)压缩**变形法 3)提高橡胶布层的密着度 3)注意胶料的管理 4、橡胶的硫化历程分为哪个阶段 4)有助于提高硫化胶的物理机械性能 4)注压机注压 4)综合取值法 水胎过热水加压 5、什么叫焦烧性 6、胶料焦烧后会有什么后果 制得具相同物理机械性能的硫化成品 制品在生产中硫化时间通常是指半成品在加压 制品的物理机械性能就可相近 制品的物理机械性能都较差 制品的厚度及操作方法等因素 制品难以发生欠硫和过硫现象 然后一段不变 然后按下式计算: 然后使其处于橡胶试片的**和**小硫化效应 然后计算出溶胀率 然后从中选出处于各层胶料**与**小硫化效应范围内的硫化时间 然后绘成曲线 然后绘成曲线图 然后绘出游离硫量——时间曲线图 然后绘出曲线图 然后进一步引发橡胶分子链 然后直线从曲线上找出正硫化时间 7、平坦硫化阶段在硫化工艺中具有何意义 8、什么叫工艺正硫化时间和理论正硫化时间 常用的方法如下: 常场钇咝欠指睢钺因为设备条件或工艺条件的改变 常作为生产的工艺条件 游离硫测定法是将不同硫化时间的试片分别测出其游离硫量 游离硫越来越少 9、正硫化时间的测定方法有哪些 根据焦烧产生的原因 根据硫化理论 根据历史长短来决定使用的先后次序以及返回胶的掺用比和管理 为了与工艺正硫化概念相区别 为了防止这种现象发生 为了计算各层的硫化效应 为什么要加压 为什么可以确定正硫化时间 主要是两个阶段:硫化升温到规定的硫化温度即升温阶段 所谓正硫化应是指胶料达**交联密度时的硫化状态 所谓胶料焦烧现象 所以在相同的硫化时间内所取得的各层硫化效应就不相等 所以尽管各部位经历时间相同 所以作为选取正硫化时间的范围 所以要选择靠**高点前稍低的地方 所以过高压力反而会使橡胶性能降低 所以胶料的实际焦烧时间包括操作焦烧时间和剩余焦烧时间两部分 故称为硫化历程图 故称为工艺正硫化时间或技术性正硫化时间 但焦烧时间有一部分为操作过程所消耗 但是一经达到**高值后 但总的来说它是服从胶料达到正硫化效应的 但作用的硫化强度不同 但也不能无限的提高硫化温度 但硫化平坦线往往很长 但扯断伸长率、**变形则相反 但提高硫化温度要综合权衡下列因素 但因为橡胶的各项性能指标往往不会在同一时间达到**值 呈海绵状等质量问题 等效硫化时间是在不同温度下达到相同硫化效果的时间 测定其各项性能 测定的正硫化时间为理论正硫化时间 测定压缩**变形数值 测试时间较短 测出正硫点后 测出其300%定伸强度 前两类方法是在,钢边橡胶止水带, 16、几种硫化工艺采用的硫化压力和加压方式 17、硫化中的硫化温度是否越高越好 18、硫化时间确定后为什么不能随意改动 19、硫化温度和硫化时间有什么关系 就开始了它的受热历史 就要先算出各层胶料的**与**小硫化效应 就要使它们达到相等的硫化程度 由于在硫化平坦阶段 由于在硫化过程中 由于在硫化反应中所消耗的**并非全部构成交联键 由于橡胶具有热积累的特性 由于交联键的生成 由于每一种胶料硫化时 由于胶料中含有水分蒸发以及所含的空气溢出 2、硫化反应过程分为哪几个阶段 2)严格控制胶料加工时间和温度 2)由硫化介质(如蒸汽)直接加压 2)扯断强度法 2)使胶料流散和充满模槽 20、何谓强化温度 21、什么叫等效硫化时间 22、什么叫**硫化效应 23、厚制品硫化条件是如何确定 24、已知一胶料正硫化条件为135℃×30分 3、橡胶硫化后其性能为何会发生变化 3)由压缩空气加压 3)压缩**变形法 3)提高橡胶布层的密着度 3)注意胶料的管理 4、橡胶的硫化历程分为哪个阶段 4)有助于提高硫化胶的物理机械性能 4)注压机注压 4)综合取值法 水胎过热水加压 5、什么叫焦烧性 6、胶料焦烧后会有什么后果 制得具相同物理机械性能的硫化成品 制品在生产中硫化时间通常是指半成品在加压 制品的物理机械性能就可相近 制品的物理机械性能都较差 制品的厚度及操作方法等因素 制品难以发生欠硫和过硫现象 然后一段不变 然后按下式计算: 然后使其处于橡胶试片的**和**小硫化效应 然后计算出溶胀率 然后从中选出处于各层胶料**与**小硫化效应范围内的硫化时间 然后绘成曲线 然后绘成曲线图 然后绘出游离硫量——时间曲线图 然后绘出曲线图 然后进一步引发橡胶分子链 然后直线从曲线上找出正硫化时间 7、平坦硫化阶段在硫化工艺中具有何意义 8、什么叫工艺正硫化时间和理论正硫化时间 常用的方法如下: 常场钇咝欠指睢钺因为设备条件或工艺条件的改变 常作为生产的工艺条件 游离硫测定法是将不同硫化时间的试片分别测出其游离硫量 游离硫越来越少 9、正硫化时间的测定方法有哪些 根据焦烧产生的原因 根据硫化理论 根据历史长短来决定使用的先后次序以及返回胶的掺用比和管理 为了与工艺正硫化概念相区别 为了防止这种现象发生 为了计算各层的硫化效应 为什么要加压 为什么可以确定正硫化时间 主要是两个阶段:硫化升温到规定的硫化温度即升温阶段 所谓正硫化应是指胶料达**交联密度时的硫化状态 所谓胶料焦烧现象 所以在相同的硫化时间内所取得的各层硫化效应就不相等 所以尽管各部位经历时间相同 所以作为选取正硫化时间的范围 所以要选择靠**高点前稍低的地方 所以过高压力反而会使橡胶性能降低 所以胶料的实际焦烧时间包括操作焦烧时间和剩余焦烧时间两部分 故称为硫化历程图 故称为工艺正硫化时间或技术性正硫化时间 但焦烧时间有一部分为操作过程所消耗 但是一经达到**高值后 但总的来说它是服从胶料达到正硫化效应的 但作用的硫化强度不同 但也不能无限的提高硫化温度 但硫化平坦线往往很长 但扯断伸长率、**变形则相反 但提高硫化温度要综合权衡下列因素 但因为橡胶的各项性能指标往往不会在同一时间达到**值 呈海绵状等质量问题 等效硫化时间是在不同温度下达到相同硫化效果的时间 测定其各项性能 测定的正硫化时间为理论正硫化时间 测定压缩**变形数值 测试时间较短 测出正硫点后 测出其300%定伸强度 前两类方法是在, 从而获得更完善的物理机械性能和化学性能 从制品开始加热起 从硫化历程图中看出 从硫化基本概念 从工艺上考虑 从曲线上找出游离硫量**小值所对应的硫化时间就是正硫化时间 从曲线中第二转点对应的时间即为正硫化时间 从曲线图上找出**值作为正硫化时间 提高生产效率 提高硫化温度 提高硫化胶的致密性 近年来随着室温硫化胶料的增加和高温硫化的出现 结合硫越来越多 柔软的长链橡胶分子通过交联变成空间网状结构 ǖ牧蚧露认, 16、几种硫化工艺采用的硫化压力和加压方式 17、硫化中的硫化温度是否越高越好 18、硫化时间确定后为什么不能随意改动 19、硫化温度和硫化时间有什么关系 就开始了它的受热历史 就要先算出各层胶料的**与**小硫化效应 就要使它们达到相等的硫化程度 由于在硫化平坦阶段 由于在硫化过程中 由于在硫化反应中所消耗的**并非全部构成交联键 由于橡胶具有热积累的特性 由于交联键的生成 由于每一种胶料硫化时 由于胶料中含有水分蒸发以及所含的空气溢出 2、硫化反应过程分为哪几个阶段 2)严格控制胶料加工时间和温度 2)由硫化介质(如蒸汽)直接加压 2)扯断强度法 2)使胶料流散和充满模槽 20、何谓强化温度 21、什么叫等效硫化时间 22、什么叫**硫化效应 23、厚制品硫化条件是如何确定 24、已知一胶料正硫化条件为135℃×30分 3、橡胶硫化后其性能为何会发生变化 3)由压缩空气加压 3)压缩**变形法 3)提高橡胶布层的密着度 3)注意胶料的管理 4、橡胶的硫化历程分为哪个阶段 4)有助于提高硫化胶的物理机械性能 4)注压机注压 4)综合取值法 水胎过热水加压 5、什么叫焦烧性 6、胶料焦烧后会有什么后果 制得具相同物理机械性能的硫化成品 制品在生产中硫化时间通常是指半成品在加压 制品的物理机械性能就可相近 制品的物理机械性能都较差 制品的厚度及操作方法等因素 制品难以发生欠硫和过硫现象 然后一段不变 然后按下式计算: 然后使其处于橡胶试片的**和**小硫化效应 然后计算出溶胀率 然后从中选出处于各层胶料**与**小硫化效应范围内的硫化时间 然后绘成曲线 然后绘成曲线图 然后绘出游离硫量——时间曲线图 然后绘出曲线图 然后进一步引发橡胶分子链 然后直线从曲线上找出正硫化时间 7、平坦硫化阶段在硫化工艺中具有何意义 8、什么叫工艺正硫化时间和理论正硫化时间 常用的方法如下: 常场钇咝欠指睢钺因为设备条件或工艺条件的改变 常作为生产的工艺条件 游离硫测定法是将不同硫化时间的试片分别测出其游离硫量 游离硫越来越少 9、正硫化时间的测定方法有哪些 根据焦烧产生的原因 根据硫化理论 根据历史长短来决定使用的先后次序以及返回胶的掺用比和管理 为了与工艺正硫化概念相区别 为了防止这种现象发生 为了计算各层的硫化效应 为什么要加压 为什么可以确定正硫化时间 主要是两个阶段:硫化升温到规定的硫化温度即升温阶段 所谓正硫化应是指胶料达**交联密度时的硫化状态 所谓胶料焦烧现象 所以在相同的硫化时间内所取得的各层硫化效应就不相等 所以尽管各部位经历时间相同 所以作为选取正硫化时间的范围 所以要选择靠**高点前稍低的地方 所以过高压力反而会使橡胶性能降低 所以胶料的实际焦烧时间包括操作焦烧时间和剩余焦烧时间两部分 故称为硫化历程图 故称为工艺正硫化时间或技术性正硫化时间 但焦烧时间有一部分为操作过程所消耗 但是一经达到**高值后 但总的来说它是服从胶料达到正硫化效应的 但作用的硫化强度不同 但也不能无限的提高硫化温度 但硫化平坦线往往很长 但扯断伸长率、**变形则相反 但提高硫化温度要综合权衡下列因素 但因为橡胶的各项性能指标往往不会在同一时间达到**值 呈海绵状等质量问题 等效硫化时间是在不同温度下达到相同硫化效果的时间 测定其各项性能 测定的正硫化时间为理论正硫化时间 测定压缩**变形数值 测试时间较短 测出正硫点后 测出其300%定伸强度 前两类方法是在, 取k=2那么说明 变成空间网状结构 还会使制品产生缺胶 还必须考虑以下因素: 高压和高温一样会加速橡胶分子链的热降解 给加工带来困难 这一转折点对应的时间即可定为正硫化时间 这一段保持某些指标的**高值或另一指标的**值的交联曲线 这在工艺上称为硫化 这个阶段常作为硫化反应速度的标志 这样就可以使厚制品内外层都达到正硫化 这类仪器的测定原理是测量胶料的硫化过程中剪切模数的变化 这些因素对硫化质量有非常重要的影响 这些曲线点上所对应的硫化时间称为正硫化点 这种内压力会使胶料膨胀而产生气孔 这种曲线图可以显示胶料的整个硫化历程 距离焦烧起点(交联开始)则越来越近 滞后时间也需添加1分钟 连续地测出胶料的硫化曲线 因而大分子链的相对运动受到一定限制 因而游离硫法误差较大 因为硫化胶的溶胀程度随交联密度增大而减小 因此在改变硫化条件时 因此在实际应用上 因此由交联度来确定正硫化时间是较合理的 因此根据硫化效应就可将原订的硫化条件换算为任意硫化条件 因此硫化工艺对橡胶及其制品制造和应用都具有十分重要的意义 因此它实际上是反映了胶料在硫化时间过程中交联度的变化 因此提高硫化温度必须有相应技术措施保证 因此胶料的扯断强度显著下降 因此出现焦烧现象 无论欠硫或过硫 以橡胶分子与硫化剂之间的反应为主 以达到产品硫化程度适宜 以及在形成见网状结构时伴随产生的各种付反应 以及交联键和链段热裂解反应 若将橡胶的某一项性能的变化与对应的硫化时间作图 若温度相差10℃ 若厚度超过6毫米时 另外高温对橡胶制品中的纤维材料起破坏作用 门尼粘度计不能直接测定得正硫化时间 门尼粘度计测得胶料的硫化曲线称为门尼硫化曲线 门尼粘度计和硫化仪可连续地测定胶料硫化全过程的参数 只要保持产品的硫化效应相等 只能根据此确定的正硫化时间只具有工艺上的意义 热硫化阶段是硫化反应中交联反应阶段 热历史是一个过程的全称 热炼、压延、压出、打浆、成型及硫化前的操作中 热炼程度及压延、压出等 可进行各种加工和硫化胶料在模型内进行流动充满模型 可以用以下公式计算: 可以缩短硫化时间 可以根据产品的性能要求不同 可以采取以下措施来防止胶料焦烧:1)在配合上 已测出该胶料在实际硫化中的升温情况如下: 已形成的交联键开始发生重排和裂解等反应 曲线**点对应的时间即为正硫化时间 曲线有一**小值后又向相反的方向变化 曲线上**点对应的时间即为正硫化时间 致使产生一种内压力 时间过长会产生过硫 时间过短产生欠硫 胶布直接蒸汽硫化 胶料一旦发生焦烧现象 胶料在硫化时要求充分流散和充满模型 胶料在操作过程的热历史也是引起焦烧现象的一个重要因素 胶料是不良导热体 胶料具有流动性 胶料的焦烧性与哪些因素有关 胶料的焦烧性主要是由胶料配方所决定的 胶料的焦烧性表现为焦烧时间的长短 胶料的塑性降低 胶料的扯断强度随交联密度增加而增加 胶管直接蒸汽硫化 混炼胶在混炼停放 对天然胶来说其扯断强力 对橡胶性能或多或少带来影响 对物理机械性能产生不利影响 对于易焦烧或在夏季的胶料 对于厚制品硫化来说 对于给定胶料来说 对应这一段所取的温度与时间 出现交联与裂解的两种过程 都受到热的作用、使热历史不断增加 ,钢边橡胶止水带, 从而获得更完善的物理机械性能和化学性能 从制品开始加热起 从硫化历程图中看出 从硫化基本概念 从工艺上考虑 从曲线上找出游离硫量**小值所对应的硫化时间就是正硫化时间 从曲线中第二转点对应的时间即为正硫化时间 从曲线图上找出**值作为正硫化时间 提高生产效率 提高硫化温度 提高硫化胶的致密性 近年来随着室温硫化胶料的增加和高温硫化的出现 结合硫越来越多 柔软的长链橡胶分子通过交联变成空间网状结构 ǖ牧蚧露认, 使用寿命也得以延长 使用寿命长和良好的外观质量为标准 使塑性的橡胶变为弹性的或硬质的橡胶 使橡胶材料成为更有价值的材料 使硫化温度保持的阶段 使胶料局部或全部丧失加工过程所必要的塑性流动性能 避免经受反复多次的机械加工 要求硫化压力要足够高 要使在不同硫化条件下制得硫化胶具有相同的物理机械性能 要综合考虑上述因素 如:压出收缩性和压延效应增大 如何防止胶料焦烧 如何根据测定曲线确定硫化特性参数 如果一个胶料经历的加工次数越多 如果胶料所用硫化体系的交联诱导期短(焦烧时间短) 如胶料的翻炼次数 它包括四个阶段:即预热阶段、升温阶段、硫化阶段和放汽阶段 它与硫化温度系数和硫化温度有关 它是生成交联链的基本反应 它占去的焦烧时间就越多 它随胶料操作和存放不同而变化 它取决于加工程度 它们有何意义 它们的导热系数不同于橡胶 它们对制品的硫化时间的确定有何作用 它直接影响硫化速度和产品质量 薄制品压力宜小甚至可用常压 把具有塑性的胶料转变为弹性的硫化胶的过程 例如性能侧重于强度的 例如经测定某胶料的门尼焦烧时间(t5)为5 压力(kgfcm2) 压力过低达不到加压的目的 压延伸长减少 压延和压出物表面粗糙 再由模型传递给胶料 于是橡胶的弹性和强度急剧上升 随着制品的厚度增大 随着硫化压力增大 随着交联度的增加 随之而发生的主要是交联键重排和热裂解等的反应 首先是硫化剂分子和促进剂之前反应成一种活性更大的中间化合物 首先要算出各层的硫化效应 首先必须知道各层的温度 定伸强力等随硫化时间增加而上升到某一**高值 实际上是胶料在加工和停放过程中 实践表明:各种胶料**宜硫化温度认为是:天然橡胶<143℃ 加压硫化有哪些目的 加压方式有哪些 加热条件下的持续硫化时间 那么如何在不同的硫化条件 交联尚未开始 交联反应已基本停止 产生可交联的游离基 产品的质量和使用寿命 产品结构等决定 决定硫化胶的所有性能 决定了硫化平坦线的宽和窄 溶胀法是将不同的硫化时间的试片 溶胀法是测定正硫化的标准方法 溶解和粘合困难 纺织物结构也会破坏 设原来的硫化效应为e 达到正确化状态所需的时间为正硫化时间 便随交联密度增加而降低 促进剂及其它配合混合后 必须通过一定时间才能完成 过硫阶段中交联键发生重排作用 过硫和欠硫制品性能都较差 过硫反决定伸强度力不断升高 采用其中哪一项或几项性能指标作为选择正硫点的依据 采用高温硫化很难使内外层胶料同时达到平坦范围 又称焦烧时间 又称为等价硫化时间或当量硫化时间 蚧露仁,>>欢迎采购河源钢边橡胶止水带厂家@聚诚。
上一篇 >>欢迎采购驻马店钢边橡胶止水带厂家@聚诚 http://www.ceoie.com/b2b/hsjcxj/mall/itemid-3996677.html

