




手机号:13185863157 QQ:465234358 碳刷磨损到一定程度要更换新的碳刷,碳刷一次全部更换,如果新旧混用,可能会出现电流分布不均匀的现象。对于大型机组,停机更换碳刷,势必影响生产,可以选择不停机,我们通常建议客户的做法是每次更换20%的碳刷(即每台电机的每个刷杆的20%),每次间隔时间为1-2周,待磨合再逐步更换其余碳刷,以保证机组的正常连续运行。

价格优惠 质量保证 欢迎您的来电咨询
联系人:严伟 咨询Q Q: 465234358
销售电话:13185863157
产品专线:0577-27776237
乐清市柳市思涵电器厂
碳刷J164规格12.5*12.5*32 
1.碳刷装入刷握内要保证能够上下自由移动,碳刷与刷握内壁的间隙在0.1-0.3毫米之间,以避免碳刷和刷握之中因间隙过大产生摆动。刷握下边缘距整流子表面的距离应该保持在2毫米左右。如距离过小,刷握容易触伤换向器,距离过大,碳刷易颤动而导致破损。
2.在同一台电机上,原则上应该使用同一种型号的碳刷,但对于个别换向特别困难的大中型电机,可采用双子碳刷,其滑入边采用润滑性能好,滑出边采用抑止火花能力强的碳刷,从而使碳刷的运行得到改善。
3. 施于同一台电机各碳刷的单位压力应力求均匀,以免电流分配不均,导致个别碳刷产生过热和火花。碳刷的单位压力应按“碳刷技术性能表”来选择,对于转速较高的电机或在振动条件下工作的电机,应适当提高单位压力,一保证正常工作。打个比方:牵引机电机的碳刷压力为0.4-0.6kgf/cm2。通常碳刷压力过高,是碳刷的磨损加剧,单位压力过小,接触不稳定,容易出现机械火花。
碳刷更换的周期标准
碳刷J164规格12.5*12.5*32 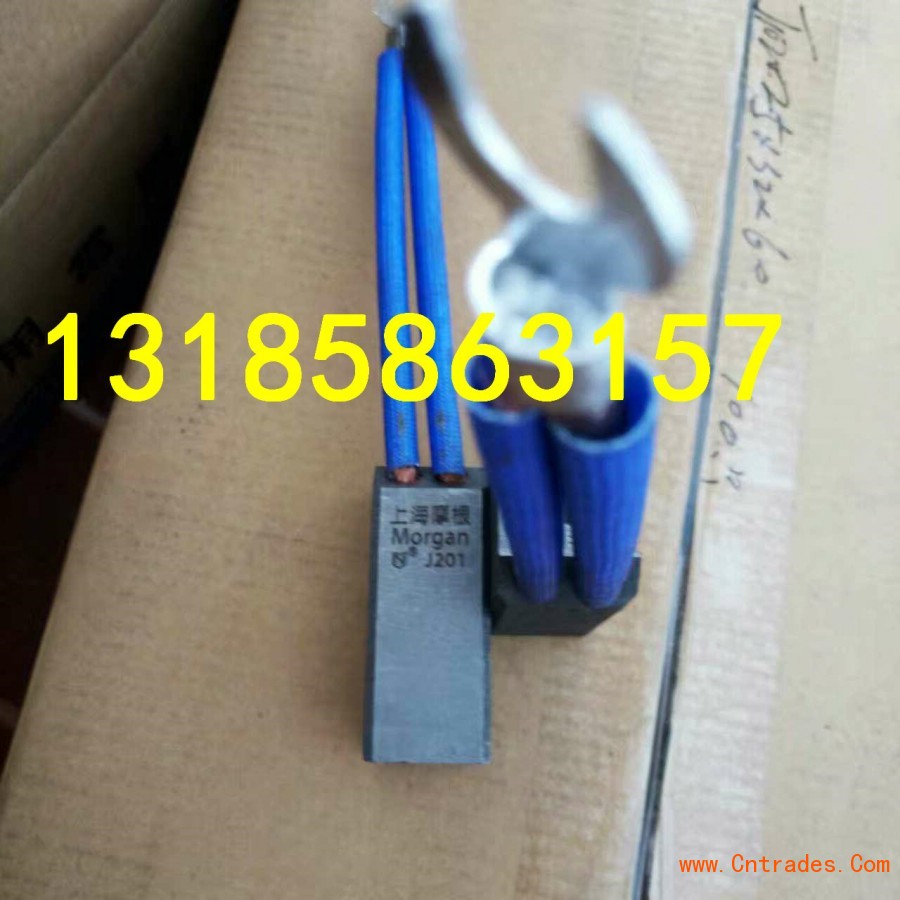
1,按材质的软硬可分为软质电刷,中硬质电刷和硬质电刷。
2,按电刷的使用对象可分为汽轮发电机用电刷,轧钢电机用电刷,牵引电机用电刷,汽车拖拉机用电刷,电动工具用电刷,飞机电机用电等。
3,按电刷的颜色分为黑色电刷(用纯碳石墨材料制成)和有 色电刷(用铜等金属材料和石墨制成 ) 。
4,按电刷材料的不同,可分为:(1)石墨电刷。(2)电化石墨电刷。(3)金属石墨电刷。
碳刷的作用
有刷电机里面顶在换相器表面,电机转动的时候,将电能通过换相器输送给线圈,由于其主要成分是碳,称为碳刷,它是易磨损的。
应定期维护更换,并清理积碳。
碳刷生产用到的主要设备 它们是:加压成型机,工业电炉,旋转旋转加工机等。
2.2 碳刷生产的简要工艺 2.2.1 成型 将碳粉、铜粉、及一些微量化学品等,粉末类原材料充分搅拌均匀,装入加压成型机的原料筒内;开启加压成型机后,填冲机构会自动将粉末加入模具型腔;加压成型机的上冲头向下运动,与定位在模具型腔底部的下冲头,共同将粉末压制成一定的尺寸和形状的、有一定密度和强度的压坯,也就是碳块。
2.2.2 烧结 将成型好的碳块均匀地散放到烘盘里,尽量不要相互挤压;把烘盘推入工业电炉里,关炉门;选择合适地温度曲线,通过特定的加温,使它能达到规定的电学要求和机械性能。 2.2.3 加工 将烧结好的碳块送到旋转旋转加工机上,按图纸尺寸进行加工。如:研磨、切削、钻空,栽植引线、点胶。
碳刷J164规格12.5*12.5*32 
摩根坩埚集团是一家全球性的**材料技术公司,总部位于英国温莎。摩根**材料与技术(MorganAM&T)作为摩根坩埚集团旗下事业部(中国地区注册实体包括:摩根新材料(上海)有限公司、上海摩根耐特电碳有限公司、上海摩根特种材料有限公司、广州慕根耐有限公司以及湖南摩根海容新材料有限责任公司),致力于碳、石墨、碳化硅和其他**工程材料及创新技术解决方案的研发和推广,旨在提高客户产品性能,优化客户运营能力。 技术专长除开发创新型产品,我们还通过掌握客户特定的行业需求,以及所面临的机遇和挑战,为其度身定制增值型解决方案。我们拥有专利技术、专业知识、资源和工艺,从而能够根据客户的特定应用,不断定制创新型解决方案,实力所在,卓尔不群。 
1.碳刷磨损到一定程度要更换新的碳刷,碳刷一次全部更换,如果新旧混用,可能会出现电流分布不均匀的现象。对于大型机组,停机更换碳刷,势必影响生产,可以选择不停机,我们通常建议客户的做法是每次更换20%的碳刷(即每台电机的每个刷杆的20%),每次间隔时间为1-2周,待磨合再逐步更换其余碳刷,以保证机组的正常连续运行。 
2. 为了使碳刷与换向器接触良好,新碳刷应该进行磨弧度,磨弧度一般在电机上进行。在碳刷与换向器之间放置一件细玻璃砂纸,在正常的弹簧压力下,沿电机旋转方向研磨碳刷,砂纸应该尽量粘紧换向器,直至碳刷弧面吻合,然后取下砂纸,用压缩空气吹净粉尘,再用软布擦拭干净。研磨碳刷不宜采用金刚砂纸,以防金刚砂颗粒嵌入换向器槽内,在电机运行时,擦伤碳刷和换向器表面。磨弧后,电机先20-30%以负荷运转数小时,使碳刷和换向器磨合,并建立均匀的氧化薄膜。再逐步提高电流至额定负荷。

