


Ī÷ĆÅ×Ó0.12KW±äʵĘ÷6SE64202UC112AA1 Ī÷ĆÅ×Ó0.12KW±äʵĘ÷6SE64202UC112AA1
Ī¢ŠÅ15800846971
Ī÷ĆÅ×Ó**ŗĻ×÷»ļ°é
ĻźĻøŠÅĻ¢
ĆčŹö
ŅżÓĆŹĒĮ½øöæéÖ®¼äµÄĮ¬½Ó”£
ŌŚLOGO£”8ÖŠæéĮ¬½ÓĘ÷Ö®¼äµÄĮ¬½Ó×éĢ¬ŗĶæé²ĪŹżÖ®¼äµÄŅżÓĆ×éĢ¬ŹĒ±ź×¼»ÆµÄ”£ŅżÓĆŗĶ×éĢ¬ĻÖŌŚ¾ĶæÉŅŌŹ¹ÓĆĶĻ·ÅĄ“ŹµĻÖ”£±¾FAQ¶Ō±ČĮĖLOGO£”8Éč±øŗĶLOGO£”0BA7Éč±øÖ®¼ä×éĢ¬ŅżÓĆµÄ²½Öč”£
×éĢ¬LOGO£”8ŠčŅŖ°²×°LOGO£”Soft Comfort 8.0»ņøüøß°ę±¾”£
LOGO£”8µÄLOGO£”Ä£æéµÄ²½Öč
- ŌŚµēĀ·Ķ¼ÖŠ““½ØĖłŠčŅŖµÄ³ĢŠņæ锣
- Ź¹ÓĆĶĻ·Å½ØĮ¢æéĮ¬½ÓĘ÷Ö®¼äµÄĮ¬½Ó”£
- µ„»÷Ćæøö³ĢŠņæéĻĀµÄ”°display”±£Ø+£©°“Å„Ą“ĻŌŹ¾²ĪŹżĒų”£ŅŖ““½ØŅżÓƵÄĮ½øö³ĢŠņæ鶼ŠčŅŖ½ųŠŠ“Ė²Ł×÷”£ŌŚĆæøöæéĻĀĆę¶¼»į“ņæŖŅ»øö²ĪŹżĒų£¬æé²ĪŹż»įŌŚ±ķøńÖŠĻŌŹ¾”£”°display”±°“Å„Ö»ŌŚæÉŅŌŹ¹ÓĆ»ņĢį¹©ŅżÓƵÄæéĻĀĻŌŹ¾”£
-
ŌŚŠčŅŖ““½ØµÄŅżÓĆæéÖ®¼ä£¬½«ĘäÖŠŅ»øöæéŹä³öĮ¬½ÓµÄÖÕ¶ĖĮ¬½Óµ½ĮķĶāŅ»øöæéŹäČėĮ¬½ÓµÄÖÕ¶Ė”£¾ŁĄżĄ“Ėµ£¬æÉŅŌÓĆĶĻ·ÅĄ“Ķź³É“Ė²Ł×÷”£

Ķ¼. 01
-
µ„»÷ĆæøöæéĻĀµÄ”°hide”±£Ø-£©°“Å„Ą“¹Ų±Õ²ĪŹżĒų”£

Ķ¼. 02
×¢Ņā
ĻĀĆęµÄ¹¤¾ßæÉŅŌÓĆĄ“±ą¼²ĪŹżĒų£ØLOGO£”8£©
| Ķ¼±ź | ¹¦ÄÜ |
|
|
ĻŌŹ¾/Ņž²ŲĖłÓŠæéÖ®¼äµÄŅżÓĆĻß |
|
|
ĻŌŹ¾ĖłÓŠæéµÄ²ĪŹżĒų |
|
|
Ņž²ŲĖłÓŠæéµÄ²ĪŹżĒų |
µ½LOGO! 0BA7Ē°µÄLOGO!Ä£æéµÄ²½Öč
- ŌŚµēĀ·Ķ¼ÖŠ““½ØŠčŅŖµÄæ锣
- Ź¹ÓĆĶĻ·Å½ØĮ¢æéµÄĮ¬½ÓĘ÷Ö®¼äµÄĮ¬½Ó”£
- “ņæŖæģµÄ²Ėµ„£¬ŌŚĄļĆęĶعżĖ«»÷æ饓×éĢ¬ŅżÓĆ”£
-
ŌŚĻėŅŖµÄ²ĪŹżÉĻµ„»÷”°ŅżÓĆ”±°“Å„”£ŌŚĻĀĄĮŠ±ķæņÖŠ¾Ķ»įĻŌŹ¾æÉŅŌÓĆĄ“ŅżÓƵÄæ锣µ„»÷ĻėŅŖµÄæ饓є¶ØĖü”£µ„»÷”°OK”±°“Å„Ą“±£“ęÉčÖĆ”£

Ķ¼. 03
æéµÄŅżÓĆŗĶ²ĪŹż¾Ķ»įŌŚµēĀ·ÖŠÓŠĀĢÉ«µÄĻŌŹ¾”£

Ķ¼. 04
øü¶ąŠÅĻ¢
¹ŲÓŚ”°ŅżÓĆ”±µÄøüĻźĻøµÄŠÅĻ¢æÉŅŌŌŚLOGO£”Soft Comfort£ØV1.7£© ĢõÄæID 24002694ÖŠ»¹ÓŠLOGO!Soft Comfort online Help (V8.0)3.2.1.8²æ·Ö£¬ "Edit Parameter Field"ÕĀ½Ś£¬ŌŚĢõÄæID 100782807ÖŠ”£
““½Ø»·¾³
±¾FAQÖŠµÄ½ŲĶ¼ŹĒŌŚLOGO!Soft Comfort V8.0ÖŠ““½ØµÄ”£
1 LOGO£”App ¼ņ½é
ÄæĒ°ÓĆ»§æÉŅŌŹ¹ÓĆiTunesÉĢµźµÄÓ¦ÓĆČķ¼žLOGO!AppĮ¬½ÓŗĶ¼ąæŲĪ÷ĆÅ×ÓLOGO£”ĻµĮŠµÄPLC£¬Čķ¼žĆū³ĘČēĶ¼1ĖłŹ¾”£ŌŚČķ¼žÖŠ³É¹¦×éĢ¬LOGO! Éč±øµÄµŲÖ·ŗó£¬ÓĆ»§æÉŅŌĶعżŹÖ»śWIFIĮ¬½Óµ½LOGO£”²¢æɽųŠŠŠŽøÄŹ±ÖÓŗĶ»ńČ”¹Ģ¼žŠÅĻ¢µČ²Ł×÷”£Ķ¬Ź±£¬ÓĆ»§æÉŅŌ¼ąæŲŹäČė/Źä³ö£ØŅŌĻĀ¼ņ³ĘI/O£©×“Ģ¬£¬V“ę“¢Ēų£ØŅŌĻĀ¼ņ³ĘVM£©±äĮæÖµŗĶÕļ¶ĻŠÅĻ¢£¬Ņ²æÉŅŌĢķ¼Ó¼ąæŲµÄI/OŗĶVM±äĮæµ½Ē÷ŹĘĶ¼²éæ“Ņ»øöøÅĄĄĶ¼ŠĪ”£

Ķ¼1Ó¦ÓĆ³ĢŠņĆū³Ę
2 LOGO£”App¹¦ÄÜĆčŹö
2.1 ½ÓæŚÅäÖĆ
LOGO! App Ö§³ÖIPµŲÖ·ŗĶ¶ÆĢ¬ DynDNSĆū³ĘĮ½ÖÖ·ĆĪŹ·½Ź½”£ ×ö·ØČēĻĀ£ŗ
ŌŚĶ¼2ÖŠµ„»÷”°Interface Configure”±Ń”Ļīŗó½ųČėĶ¼3½ēĆ굄»÷ ”°By IP Address”±Ń”Ļī£¬Č»ŗóŌŁµ„»÷ Ķ¼±ź ![]() £¬½ųČėĶ¼4Éč±øĢķ¼Ó½ēĆę”£
£¬½ųČėĶ¼4Éč±øĢķ¼Ó½ēĆę”£

Ķ¼2ÉčÖĆ¹¦ÄܽēĆę Ķ¼3Éč±ø·ĆĪŹ·½Ź½½ēĆę
ŌŚĶ¼4ÖŠµ„»÷”°Add”±°“Å„£¬½ųČėĶ¼5ÖŠ½ųŠŠÉč±øĆū³ĘŗĶÉč±øIPµŲÖ·ÉčÖĆ£¬“Ė“¦ĪŅĆĒÉčÖĆÉč±øĆū³ĘĪŖ”°MyLogo”±£¬IPµŲÖ·ĪŖ”°192.168.1.108”±£¬**ŗ󵄻÷”°Save”±°“Å„±£“ę“ĖÅäÖĆ£¬Ņ³Ćę»į×Ō¶Æ×ŖČėµ½Ķ¼6½ēĆę”£

Ķ¼4Éč±øĢķ¼Ó½ēĆę Ķ¼5Éč±øĢķ¼Ó½ēĆę
ŌŚĶ¼6ÖŠ³¤°“ ![]() Ķ¼±źÖ±µ½³öĻÖĶ¼7½ēĆę£¬ŌŚĶ¼7ÖŠĪŅĆĒĶعż”°Select”±Ń”ĻīĄ“Ń”ŌńŅŃÓŠÉč±ø£¬Č»ŗó½ųČėĶ¼8½ēĆę”£
Ķ¼±źÖ±µ½³öĻÖĶ¼7½ēĆę£¬ŌŚĶ¼7ÖŠĪŅĆĒĶعż”°Select”±Ń”ĻīĄ“Ń”ŌńŅŃÓŠÉč±ø£¬Č»ŗó½ųČėĶ¼8½ēĆę”£

Ķ¼6Éč±øŃ”Ōń½ēĆę Ķ¼7Éč±øŃ”Ōń½ēĆę
ÕāŹ±ŌŚĶ¼8ÖŠæÉŅŌ擵½IPµŲÖ·ŅŃ¾ĻŌŹ¾ŌŚ½ēĆęÖŠ£¬Č»ŗóµć»÷”°Save”±Ķ¼±ź£¬½ēĆę½«×Ō¶Æ×Ŗµ½Ķ¼9”£

Ķ¼8Éč±ø·ĆĪŹ·½Ź½½ēĆę
2.2 ÉčÖĆŹ±ÖÓ
ŌŚĶ¼9ÖŠµ„»÷”°Set Clock”±Ń”Ļī½«½ųČėĶ¼10½ēĆę£¬ŌŚĶ¼10ÖŠæɵć»÷”°Read”±°“Å„²éæ“LOGO£”Ź±¼ä£¬Ņ²æɵć»÷”°Current”±°“Å„²é擵±Ē°Ź±¼ä£¬Ö®ŗó½ųČėĶ¼11½ēĆę”£

Ķ¼9ÉčÖĆ¹¦ÄܽēĆę Ķ¼10Éč±ø·ĆĪŹ·½Ź½½ēĆę
ŌŚĶ¼11ÖŠLOGO£”ĻµĶ³ŠčŅŖĶ£»śĶź³É¶ĮČ”²Ł×÷£¬µ„»÷”°YES”±Ķ¼±ź½ųČėĶ¼12£¬Ķ¬ŃłĪŅĆĒµć»÷”°Current”±°“Å„Ą“»ńČ”µ±Ē°Ź±¼ä£¬Č»ŗóĶعż”°Set”±°“Å„½«µ±Ē°ĘĮĻ֊µÄŹ±¼äøüŠĀµ½LOGO£”ÖŠ£¬“ĖŹ±½ųČėĶ¼13½ēĆę”£

Ķ¼11»ńČ”LOGO£”Ź±ÖÓ½ēĆę Ķ¼12Éč±ø·ĆĪŹ·½Ź½½ēĆę
ŌŚĶ¼13ÖŠµć»÷”°YES”±°“Å„Ą“Ķź³ÉøüŠĀŗóĘō¶ÆLOGO£”µÄ²Ł×÷”£

Ķ¼13øüŠĀŹ±ÖÓ½ēĆę
2.3 ²é擹Ģ¼ž°ę±¾
ŌŚĶ¼14ÖŠµ„»÷”°Show FW Version”±Ń”ĻīŗóĻµĶ³½«·µ»ŲLOGO£”µÄ¹Ģ¼ž°ę±¾ČēĶ¼15”£

Ķ¼14ÉčÖĆ¹¦ÄܽēĆę Ķ¼15¹Ģ¼ž°ę±¾½ēĆę
3 LOGO£”AppČķ¼ž¼ąæŲÄ£Ź½
3.1 I/O דĢ¬¼ąŹÓĘ÷
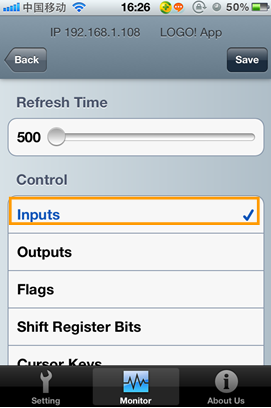
ŌŚĶ¼16ÖŠŃ”Ōń”°Monitor”±Ķ¼±ź£¬Č»ŗóŃ”Ōń”°I/O Status Monitor”±Ń”Ļīŗó½ųČėĶ¼17½ēĆęæɹŪ²ģµ½ŹäČėµćµÄ±ä»Æ£¬ŌŚĶ¼17ÖŠÓĆ»§Ń”ŌńŠčŅŖ¼ąæŲµÄ±äĮ攣æÉŅŌĶعżµć»÷”°Edit”±°“Å„½ųČėĶ¼18ÖŠ½ųŠŠŠŽøÄ”£

Ķ¼16ÉčÖĆ¹¦ÄܽēĆę Ķ¼17 I/O¼ąæŲ½ēĆę
Ķ¼18ÉčÖĆ¹¦ÄܽēĆę
3.2 VMĮŠ±ķ¼ąŹÓĘ÷
ŌŚĶ¼19ÖŠµ„»÷”°VM Table Monitor”±Ń”Ļī½ųČėĶ¼20µÄ±äĮæ¼ąæŲ½ēĆę£¬µć»÷”°Add”±°“Å„½ųČėĶ¼21µÄ±äĮæĢķ¼Ó½ēĆę”£
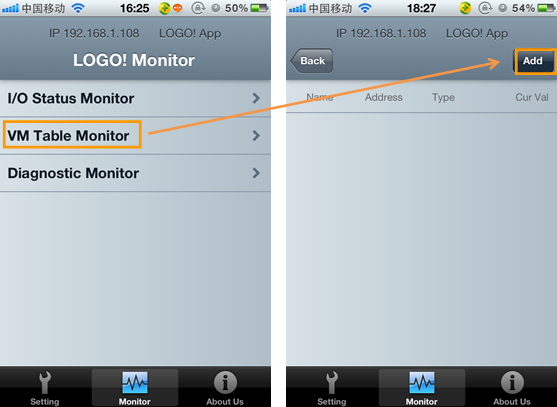
Ķ¼19ÉčÖĆ¹¦ÄܽēĆę Ķ¼20 ±äĮæ¼ąæŲ½ēĆę
ŌŚĶ¼21ÖŠĢīČė±äĮæĆū³Ę”¢±äĮæµŲÖ·¼°±äĮæŹż¾ŻĄąŠĶŗóµć»÷”°Save”±°“Å„£¬ŌŚ±äĮæ¼ąæŲ½ēĆęĶ¼22ÖŠ¾ĶæÉŅŌ¼ąŹÓ»ņŠŽøÄ“Ė±äĮæµÄŹżÖµ”£

Ķ¼21±äĮæĢķ¼Ó½ēĆę Ķ¼22 ±äĮæ¼ąæŲ½ēĆę
“ĖĶā£¬»¹æÉŅŌÓĆĒ÷ŹĘĶ¼µÄ·½Ź½Ą“¼ąæŲ±äĮæĒśĻß”£ŌŚĶ¼22ÖŠ³¤°“±äĮæ”°speed”±ĖłŌŚŠŠ£¬Ö±ÖĮ³öĻÖĶ¼23½ēĆęŃ”Ōń”°Add To Chart”±Ń”ĻīŌŁ·µ»ŲĶ¼22½ēĆę£¬¼ĢŠų³¤°“±äĮæ”°speed”±ĖłŌŚŠŠ£¬Ö±ÖĮ³öĻÖĶ¼24½ēĆęŃ”Ōń”°Chart”±Ń”Ļī£¬¼“½ųČėĶ¼25µÄĒ÷ŹĘĶ¼½ēĆę”£

Ķ¼23±äĮæĢķ¼ÓĒ÷ŹĘĶ¼½ēĆę Ķ¼24 ±äĮæ¼ąæŲ½ēĆę

Ķ¼25Ē÷ŹĘĶ¼½ēĆę
3.3 Õļ¶Ļ¼ąŹÓĘ÷
ŌŚĶ¼26ÖŠµ„»÷”°Diagnostic Monitor”±Ń”Ļīŗó½ųČėĶ¼27ÖŠæɲéæ“ĶųĀē·ĆĪŹ“ķĪó±Ø¾Æ”£

Ķ¼26ÉčÖĆ¹¦ÄܽēĆę Ķ¼27 ĶųĀē“ķĪó½ēĆę
ČēĶ¼28֊є֊”°Network Access Error”±±źĒ©ŗóµć»÷”°Clear”±°“Å„¼“æÉø“Ī»ĶųĀē·ĆĪŹ“ķĪóŠÅĻ¢ČēĶ¼29ĖłŹ¾”£
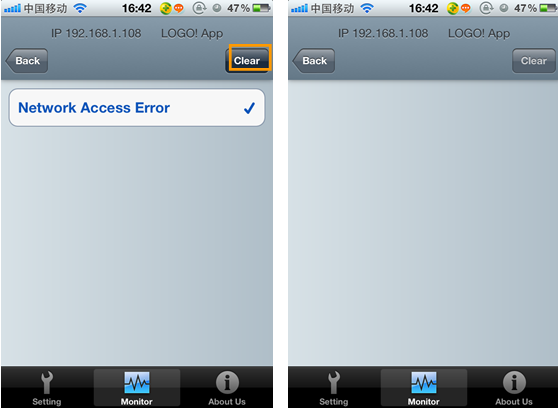
Ķ¼28ĶųĀēŃ”Ōń“ķĪó½ēĆę Ķ¼29 ĶųĀē“ķĪó¼ąæŲ½ēĆę
6RA70 (ČżĻąĒÅB6C)
6RA7018-6DS22-0 3AC 400V 485V 30A 325V 5A
6RA7025-6DS22-0 60A 10A
6RA7028-6DS22-0 90A 10A
6RA7031-6DS22-0 125A 10A
6RA7075-6DS22-0 210A 15A
6RA7078-6DS22-0 280A 15A
6RA7081-6DS22-0 400A 25A
6RA7085-6DS22-0 600A 25A
6RA7087-6DS22-0 850A 30A
6RA7025-6GS22-0 3AC 575V 690V 60A 325V 5A
6RA7031-6GS22-0 125A 10A
6RA7075-6GS22-0 210A 15A
6RA7081-6GS22-0 400A 25A
6RA7085-6GS22-0 600A 25A
6RA7087-6GS22-0 800A 30A
6RA7086-6KS22-0 3AC 690V 900V 720A 30A.

ČżĻąŅģ²½µē¶Æ»ś·“½ÓÖʶÆæŲÖĘ
·“½ÓÖĘ¶ÆŹĒĄūÓĆøıäµē¶Æ»śµēŌ“µÄĻąŠņ£¬Ź¹¶Ø×ÓČĘ×é²śÉśĻą·“·½ĻņµÄŠż×Ŗ“ų”£¬Ņņ¶ų²śÉśÖʶÆ×Ŗ¾ŲµÄŅ»ÖÖÖĘ¶Æ·½·Ø”£
µ„Ļņ·“½ÓÖĘ¶ÆµÄæŲÖĘĻßĀ·
Ķ¼ 2.30 ĪŖµ„Ļņ·“½ÓÖʶÆæŲÖĘĻßĀ·£¬µē¶Æ»śÕż³£ŌĖ×ŖŹ±£¬ KM1ĶصēĪüŗĻ£¬ KS µÄŅ»¶Ō³£æŖ“„µć±ÕŗĻ£¬ĪŖ·“½ÓÖʶÆ×÷×¼±ø”£

Ķ¼ 2.30 µē¶Æ»śµ„Ļņ·“½ÓÖĘ¶ÆµÄæŲÖĘĻßĀ·

µ±°“ĻĀĶ£Ö¹°“Å„ SB1 Ź±£¬ KM1 ¶Ļµē£¬µē¶Æ»ś¶Ø×ÓČĘ×éĶŃĄėČżĻąµēŌ“£¬µ«µē¶Æ»śŅņ¹ßŠŌČŌŅŌŗÜøßĖŁ¶ČŠż×Ŗ£¬ KS Ō±ÕŗĻµÄ³£æŖ“„µćČŌ±£³Ö±ÕŗĻ£¬µ±½« SB1 °“µ½µ×£¬Ź¹ SB1 ³£æŖ“„µć±ÕŗĻ£¬ KM2 Ķصē²¢×ŌĖų£¬µē¶Æ»ś¶Ø×Ó“®½Óµē×č½ÓÉĻ·“ŠņµēŌ“£¬µē¶Æ»ś½ųČė·“½ÓÖʶÆדĢ¬”£µē¶Æ»ś×ŖĖŁŃøĖŁĻĀ½µ£¬µ±µē¶Æ»ś×ŖĖŁ½Ó½ü 100r/minŹ±£¬ KS ³£æŖ“„µćø“Ī»£¬ KM2 ¶Ļµē£¬µē¶Æ»ś¶Ļµē£¬·“½ÓÖĘ¶Æ½įŹų”£
µē¶Æ»śæÉÄęŌĖŠŠµÄ·“½ÓÖʶÆæŲÖĘĻßĀ·
ČēĶ¼ 2.31 ĖłŹ¾£¬”£µ±°“ĻĀĶ£Ö¹°“Å„ SB1 Ź±£¬ KM1 ĻßȦ¶Ļµē£¬ KM2 ĻßȦĖęÖ®Ķصē£¬¶Ø×ÓČĘ×éµĆµ½·“ŠņµÄµēŌ“£¬µē¶Æ»ś½ųČėÕżĻņ·“½ÓÖʶÆדĢ¬”£ÓÉÓŚ KS1 ³£±Õ“„Ķ·ŅŃ“ņæŖ£¬ĖłŅŌ“ĖŹ± KM2 ×ŌĖų“„Ķ·ĪŽ·ØĖų×”µēŌ“”£µ±µē¶Æ»ś×Ŗ×ӹߊŌĖŁ¶Č½Ó½üÓŚĮ揱£¬ KS1 µÄÕż×Ŗ³£±Õ“„Ķ·ŗĶ³£æŖ“„Ķ·ø“Ī»£¬ KM2 ¶Ļµē£¬ÕżĻņ·“½ÓÖĘ¶Æ½įŹų”£øĆĻßĀ·µÄȱµćŹĒÖ÷µēĀ·Ć»ÓŠĻŽĮ÷µē×č£¬³å»÷µēĮ÷“ó”£

Ķ¼ 2.32 ĪŖ¾ßÓŠ·“½ÓÖĘ¶Æµē×čµÄÕż·“Ļņ·“½ÓÖʶÆæŲÖĘĻßĀ·£¬Ķ¼ÖŠµē×č R ŹĒ·“½ÓÖĘ¶Æµē×č£¬Ķ¬Ź±Ņ²¾ßÓŠĻŽÖĘĘš¶ÆµēĮ÷µÄ×÷ÓĆ£¬øĆĻßĀ·¹¤×÷ŌĄķČēĻĀ£ŗŗĻÉĻµēŌ“æŖ¹Ų QS £¬°“ĻĀÕż×ŖĘš¶Æ°“Å„ SB2 £¬ KA3 Ķصē²¢×ŌĖų£¬Ęä³£±Õ“„Ķ·¶ĻæŖ£¬»„Ėų KA4 ĻßȦµēĀ·£¬ KA3 ³£æŖ“„Ķ·±ÕŗĻ£¬Ź¹ KM1 ĻßȦĶصē£¬ KM1 µÄÖ÷“„Ķ·±ÕŗĻ£¬µē¶Æ»ś“®Čėµē×č½ÓČėÕżŠņµēŌ“æŖŹ¼½µŃ¹Ęš¶Æ£¬µ±µē¶Æ»ś×ŖĖŁÉĻÉżµ½Ņ»¶ØÖµŹ±£¬ KS µÄÕż×Ŗ³£æŖ“„Ķ· KS-1 ±ÕŗĻ£¬ KA1 Ķصē²¢×ŌĖų£¬½Ó“„Ę÷ KM3 ĻßȦĶصē£¬ÓŚŹĒµē×č R ±»¶Ģ½Ó£¬µē¶Æ»śŌŚČ«Ń¹ĻĀ½ųČėÕż³£ŌĖŠŠ”£ŠčĶ£³µŹ±£¬°“ĻĀĶ£Ö¹°“Å„SB1 £¬Ōņ KA3 ”¢ KM1 ”¢ KM3 ČżÖ»ĻßȦĻą¼Ģ¶Ļµē”£ÓÉÓŚ“ĖŹ±µē¶Æ»ś×Ŗ×ӵĹߊŌ×ŖĖŁČŌČ»ŗÜøߣ¬ KS-1 ČŌ±ÕŗĻ£¬KA1 ČŌĶصē£¬ KM1 ³£±Õ“„Ķ·ø“Ī»ŗó£¬ KM2 ĻßȦĖęÖ®Ķصē£¬Ęä³£æŖÖ÷“„Ķ·±ÕŗĻ£¬µē¶Æ»ś“®½Óµē×č½ÓÉĻ·“ŠņµēŌ“½ųŠŠ·“½ÓÖĘ¶Æ”£×Ŗ×ÓĖŁ¶ČŃøĖŁĻĀ½µ£¬µ±Ęä×ŖĖŁŠ”ÓŚ 100r/min Ź±£¬ KS-1 ø“Ī»£¬ KA1 ĻßȦ¶Ļµē£¬½Ó“„Ę÷ KM2ŹĶ·Å£¬·“½ÓÖĘ¶Æ½įŹų”£
¹¤ŅµæŲÖĘÖŠŹ¹ÓĆPLCČ”“ś¼ĢµēĘ÷æŲÖĘ PLCµÄ·ÖĄą
ŌŚ¹¤Ņµ×Ō¶Æ»ÆĮģÓņ£¬æɱą³ĢæŲÖĘĘ÷(PLC)×÷ĪŖ×Ō¶ÆæŲÖĘŅŌ³ÉĪŖ“󶹏ż×Ō¶Æ»ÆĻµĶ³µÄÉč±ø»ł“”£¬Ķ¬Ź±Ņ²øų¹¤ŅµæŲÖĘ“ųĄ“ĮĖĒ°ĖłĪ“ÓŠµÄ·Ē·²±ä»Æ”£Ź¹ÓĆPLCµÄ¹¤ŅµæŲÖĘĻµĶ³Óė“«Ķ³µÄÓĆ¼ĢµēĘ÷µÄ¹¤ŅµæŲÖĘĻµĶ³Ļą±Č£¬ŌŚ²Ł×÷”¢æŲÖĘ”¢Š§ĀŹŗĶ¾«¶ČµČø÷øö·½Ćę¶¼¾ßÓŠĪŽ·Ø±ČÄāµÄÓÅµć”£ĖäČ»ŌŚ¹¤ŅµæŲÖĘĻµĶ³ÖŠĖłŹ¹ÓĆµÄ¼ĢµēĘ÷æŲÖĘÉč±ø²»»į±»ĶźČ«ĢŌĢ£¬µ«ŹĒÓÉÓŚPLCµÄ³öĻÖŅŃ¾øıäĮĖ¹¤ŅµæŲÖĘÉč¼ĘÕßµÄÉč¼ĘĖ¼Ļė.
Ņ»”¢æŲÖĘ¼ĢµēĘ÷“ęŌŚµÄȱµć
½ńĢģ¼ĢµēĘ÷ŅŃÓ¦ÓƵ½¼ŅĶ„¼°¹¤ŅµæŲÖʵÄø÷øöĮģÓņ”£ĖūĆĒ±ČŅŌĶłµÄ²śĘ·¾ßÓŠøüøßµÄæÉææŠŌ”£µ«ŹĒ£¬ÕāŅ²ŹĒĖęÖ®“ųĄ“µÄŅ»Š©ĪŹĢā”£Čē¾ų“󶹏żæŲÖĘ¼ĢµēĘ÷¶¼ŹĒ³¤ĘŚÄ„ĖšŗĶĘ£ĄĶ¹¤×÷Ģõ¼žĻĀ½ųŠŠµÄ£¬ČŻŅ×Ėš»µ”£¶ųĒŅ¼ĢµēĘ÷µÄ“„µćČŻŅײśÉśµē»”£¬ÉõÖĮ»įČŪŌŚŅ»Ęš²śÉśĪó²Ł×÷£¬ŅżĘšŃĻÖŲµÄŗó¹ū”£ŌŁÕߣ¬¶ŌŅ»øö¾ßĢåŹ¹ÓƵÄ×°ÓŠÉĻ°Łøö¼ĢµēĘ÷µÄÉč±ø£¬ĘäæŲÖĘĻ佫ŹĒÅÓ“ó¶ų±æÖŲµÄ”£ŌŚČ«øŗŗÉŌĖŌŲµÄĒéæöĻĀ£¬“óµÄ¼ĢµēĘ÷½«²śÉś“óĮæµÄČČ¼°ŌėÉł£¬Ķ¬Ź±Ņ²ĻūŗÄĮĖ“óĮæµÄµēÄÜ”£²¢ĒŅ¼ĢµēĘ÷æŲÖĘĻµĶ³±ŲŠėŹĒŹÖ¹¤½ÓĻß”¢°²×°£¬Čē¹ūÓŠ¼ņµ„µÄøĶƣ¬Ņ²ŠčŅŖ»Ø·Ń“óĮæŹ±¼ä¼°ČĖĮ¦ŗĶĪļĮ¦Č„øÄÖĘ”¢°²×°ŗĶµ÷ŹŌ”£
¶ž”¢æɱą³ĢŠņæŲÖĘĘ÷µÄÓÅŹĘ”¢ĢŲµć¼°¹¦ÄÜ
æɱą³ĢæŲÖĘĘ÷ŅŌĢå»żŠ”¹¦ÄÜĒæ“óĖłÖų³Ę£¬Ėü²»µ«æÉŅŌŗÜČŻŅ×µŲĶź³ÉĖ³ŠņĀß¼”¢ŌĖ¶ÆæŲÖĘ”¢¶ØŹ±æŲÖĘ”¢¼ĘŹżæŲÖĘ”¢Źż×ÖŌĖĖć”¢Źż¾Ż“¦ĄķµČ¹¦ÄÜ£¬¶ųĒŅæÉŅŌĶعżŹäČėŹä³ö½ÓæŚ½ØĮ¢Óėø÷ĄąÉś²ś»śŠµŹż×ÖĮæŗĶÄ£ÄāĮæµÄĮŖĻµ£¬“Ó¶ųŹµĻÖÉś²ś¹ż³ĢµÄ×Ō¶ÆæŲÖĘ”£ĢŲ±šŹĒĻÖŌŚ£¬ÓÉÓŚŠÅĻ¢”¢ĶųĀēŹ±“śµÄµ½Ą“£¬Ą©Õ¹ĮĖPLCµÄ¹¦ÄÜ£¬Ź¹Ėü¾ßÓŠŗÜĒæµÄĮŖĶųĶØѶÄÜĮ¦£¬“Ó¶ųøü¹ć·ŗµŲÓ¦ÓĆÓŚÖŚ¶ąŠŠŅµ”£
£±”¢Ė³ŠņæŲÖĘ
Ė³ŠņæŲÖĘŹĒPLC**»ł±¾”¢Ó¦ÓĆ**¹ć·ŗµÄĮģÓņ”£ĖłĪ½µÄĖ³ŠņæŲÖĘ£¬¾ĶŹĒ°“ÕÕ¹¤ŅÕĮ÷³ĢµÄĖ³Šņ£¬ŌŚæŲÖĘŠÅŗŵÄ×÷ÓĆĻĀ£¬Ź¹µĆÉś²ś¹ż³ĢµÄø÷øöÖ“ŠŠ»ś¹¹×Ō¶ÆµŲ°“ÕÕĖ³Šņ¶Æ×÷”£ÓÉÓŚĖü»¹¾ßÓŠ±ą³ĢÉč¼ĘĮé»ī”¢ĖŁ¶Čæģ”¢æÉææŠŌøß”¢³É±¾µĶ”¢±ćÓŚĪ¬»¤µČÓÅµć£¬ĖłŅŌŌŚŹµĻÖµ„»śæŲÖĘ”¢¶ą»śČŗæŲÖĘ”¢Éś²śĮ÷³ĢæŲÖĘÖŠæÉŅŌĶźČ«Č”“ś“«Ķ³µÄ¼ĢµēĘ÷½Ó“„Ę÷æŲÖĘĻµĶ³”£ĖüÖ÷ŅŖŹĒøł¾Ż²Ł×÷°“Ť”¢ĻŽĪ»æŖ¹Ų¼°ĘäĖüĻÖ³”øųĄ“µÄÖøĮīŠÅŗÅŗĶ“«øŠĘ÷ŠÅŗÅ£¬æŲÖĘ»śŠµŌĖ¶Æ²æ¼ž½ųŠŠĻąÓ¦µÄ²Ł×÷£¬“Ó¶ų“ļµ½ĮĖ×Ō¶Æ»ÆÉś²śĻßæŲÖĘ”£±Č½ĻµäŠĶÓ¦ÓĆŌŚ×Ō¶ÆµēĢŻµÄæŲÖĘ”¢¹ÜµĄÉĻµē“Å·„µÄ×Ō¶ÆæŖĘōŗĶ¹Ų±Õ”¢Ę¤“ųŌĖŹä»śµÄĖ³ŠņĘō¶ÆµČ”£ĄżČēĪŅ·Ö³§µÄŌĮĻ»ģĮĻĻµĶ³¾ĶŹĒĄūÓĆĮĖPLCµÄĖ³ŠņæŲÖĘ¹¦ÄÜ”£
£²”¢±Õ»·¹ż³ĢæŲÖĘ
ŅŌĶł¶ŌÓŚ¹ż³ĢæŲÖʵÄÄ£ÄāĮæ¾ł²ÉÓĆÓ²¼žµēĀ·¹¹³ÉµÄPIDÄ£Äāµ÷½ŚĘ÷Ą“ŹµĻÖæŖ”¢±Õ»·æŲÖĘ”£¶ųĻÖŌŚĶźČ«æÉŅŌ²ÉÓĆPLCæŲÖĘĻµĶ³£¬Ń”ÓĆÄ£ÄāĮææŲÖĘÄ£æ飬Ę书ÄÜÓÉČķ¼žĶź³É£¬ĻµĶ³µÄ¾«¶ČÓÉĪ»Źż¾ö¶Ø£¬²»ŹÜŌŖ¼žÓ°Ļģ£¬Ņņ¶ųæÉææŠŌøüøߣ¬ČŻŅ׏µĻÖø“ŌÓµÄæŲÖĘŗĶ**µÄæŲÖĘ·½·Ø£¬æÉŅŌĶ¬Ź±æŲÖʶąøöæŲÖĘ»ŲĀ·ŗĶ¶ąøöæŲÖĘ²ĪŹż”£ĄżČēÉś²ś¹ż³ĢÖŠµÄĪĀ¶Č”¢Į÷Įæ”¢Ń¹Į¦”¢ĖŁ¶ČµČ”£
£³”¢ŌĖ¶ÆĪ»ÖĆæŲÖĘ
PLCæÉŅŌÖ§³ÖŹżæŲ»ś“²µÄæŲÖĘŗĶ¹ÜĄķ£¬ŌŚ»śŠµ¼Ó¹¤ŠŠŅµ£¬æɱą³ĢæŲÖĘĘ÷Óė¼ĘĖ滜ŹżæŲ£ØCNC£©¼Æ³ÉŌŚŅ»Ęš£¬ÓĆŅŌĶź³É»ś“²µÄŌĖ¶ÆĪ»ÖĆæŲÖĘ£¬ĖüµÄ¹¦ÄÜŹĒ½ÓŹÜŹäČė×°ÖĆŹäČėµÄ¼Ó¹¤ŠÅĻ¢£¬¾“¦ĄķÓė¼ĘĖć£¬·¢³öĻąÓ¦µÄĀö³åøųĒż¶Æ×°ÖĆ£¬Ķعż²½½ųµē»ś»ņĖÅ·žµē»ś£¬Ź¹»ś“²°“Ō¤¶ØµÄ¹ģµĄŌĖ¶Æ£¬ŅŌĶź³É¶ąÖįĖÅ·žµē»śµÄ×ŌæŲ”£ÄæĒ°ŅŌÓĆÓŚæŲÖĘĪŽŠÄÄ„Ļ÷”¢³åŃ¹”¢ø“ŌÓĮć¼ž·Ö¶Ī³å²Ć”¢¹öĻ÷ĆžĻ÷µČÓ¦ÓĆÖŠ”£
£“”¢Éś²ś¹ż³ĢµÄ¼ąæŲŗĶ¹ÜĄķ
PLCæÉŅŌĶعżĶØŃø½ÓæŚÓėĻŌŹ¾ÖÕ¶ĖŗĶ“ņÓ”»śµČĶāÉčĻąĮ¬”£ĻŌŹ¾Ę÷×÷ĪŖČĖ»ś½ēĆę£ØHMI£©ŹĒŅ»ÖÖÄŚŗ¬Ī¢“¦ĄķŠ¾Ę¬µÄÖĒÄÜ»ÆÉč±ø£¬ĖüÓėPLCĻą½įŗĻæÉČ”“śµēæŲ¹ńÉĻÖŚ¶ąµÄæŲÖĘ°“Å„”¢Ń”ŌńæŖ¹Ų”¢ŠÅŗÅÖøŹ¾µĘ£¬¼°Éś²śĮ÷³ĢÄ£ÄāĘĮŗĶµēæŲ¹ńÄŚ“óĮæµÄÖŠ¼ä¼ĢµēĘ÷ŗĶ¶Ė×ÓÅÅ”£ĖłÓŠ²Ł×÷¶¼æÉŅŌŌŚĻŌŹ¾ĘĮÉĻµÄ²Ł×÷ŌŖ¼žÉĻ½ųŠŠ”£PLCæÉŅŌ·½±ć”¢æģ½ŻµŲ¶ŌÉś²ś¹ż³ĢÖŠµÄŹż¾Ż½ųŠŠ²É¼Æ”¢“¦Ąķ£¬²¢æɶŌŅŖĻŌŹ¾µÄ²ĪŹżŅŌ¶ž½ųÖĘ”¢Ź®½ųÖĘ”¢Ź®Įł½ųÖĘ”¢ASCII×Ö·ūµČ·½Ź½½ųŠŠĻŌŹ¾”£ŌŚĻŌŹ¾»ĆęÉĻ£¬ĶعżĶ¼±źµÄŃÕÉ«±ä»Æ·“Ó¦ĻÖ³”Éč±øµÄŌĖŠŠ×“Ģ¬£¬Čē·§ĆŵÄæŖÓė¹Ų£¬µē»śµÄĘō¶ÆÓėĶ£Ö¹£¬Ī»ÖĆæŖ¹ŲµÄדĢ¬µČ”£PID»ŲĀ·æŲÖĘÓĆŹż¾Ż”¢°ōĶ¼µČ×ŪŗĻ·½·Ø·“Ó³Éś²ś¹ż³ĢÖŠĮæµÄ±ä»Æ£¬²Ł×÷ČĖŌ±Ķعż²ĪŹżÉč¶ØæɽųŠŠ²ĪŹżµ÷Õū£¬ĶعżŹż¾Ż²éŃÆæɲéÕŅČĪŅ»Ź±æĢµÄŹż¾Ż¼ĒĀ¼£¬Ķعż“ņÓ”æɱ£“ęĻą¹ŲµÄÉś²śŹż¾Ż£¬ĪŖ½ńŗóµÄÉś²ś¹ÜĄķŗĶ¹¤ŅÕ²ĪŹżµÄ·ÖĪö“ųĄ“±ćĄū”£
£µ”¢ĶųĀēĢŲŠŌ
PLCæÉŅŌŹµĻÖ¶ąĢØPLCÖ®¼ä»ņ¶ąĢØPLCÓėŅ»ĢؼĘĖ滜֮¼äµÄĶØѶĮŖĶųŅŖĒ󣬓Ӷų×é³É¶ą¼¶·Ö²¼Ź½æŲÖĘĻµĶ³£¬¹¹³É¹¤³§×Ō¶Æ»ÆĶųĀē”£
(1) ĶعżĶØŃ¶Ä£æ锢ÉĻĪ»»śŅŌ¼°ĻąÓ¦µÄČķ¼žĄ“ŹµĻÖ¶ŌæŲÖĘĻµĶ³µÄŌ¶¾ąĄė¼ąæŲ”£
(2) Ķعżµ÷ÖĘ½āµ÷Ę÷ŗĶ¹«ÓƵē»°ĶųÓėŌ¶³ĢæĶ»§¶Ė¼ĘĖ滜ĻąĮ¬£¬“Ó¶ųŹ¹¹ÜĄķÕßæÉĶعżµē»°Ļ߶ŌæŲÖĘĻµĶ³½ųŠŠŌ¶¾ąĄė¼ąæŲ”£
½įŹųÓļ
æɱą³ĢæŲÖĘĘ÷×÷ĪŖŅ»ÖÖĶØÓĆµÄ¹¤ŅµæŲÖĘĘ÷£¬ĖüæÉÓĆÓŚĖłÓŠµÄ¹¤ŅµĮģÓņ”£µ±Ē°¹śÄŚĶāŅŃ¾¹ć·ŗµÄ½«æɱą³ĢæŲÖĘĘ÷³É¹¦µŲÓ¦ÓƵ½»śŠµ”¢Ņ±½š”¢ŹÆÓĶ”¢»Æ¹¤”¢·ÄÖÆ”¢½»ĶØ”¢µēĮ¦”¢¾üŹĀµČø÷øöĮģÓņ£¬²¢Č”µĆĮĖæɹŪµÄ¼¼Źõ¼Ć¼ĆŠ§Ņę”£¶ųĒŅĖü»¹“ś±ķµ±½ńµēĘųæŲÖĘ¼¼ŹõµÄ****Ė®Ę½£¬ĖüŅŃÓėŹżæŲ¼¼Źõ ”¢CAD£ÆCAM¼¼Źõ”¢¹¤Ņµ»śĘ÷ČĖ¼¼Źõ²¢ĮŠĪŖ¹¤Ņµ×Ō¶Æ»Æ¼¼ŹõµÄĖÄ“óÖ§Öł”£
Ī÷ĆÅ×ÓS7-200 PLCÖĆĪ»ŗĶø“Ī»ÖøĮīĻą¹Ų½éÉÜŗĶĢŻŠĪĶ¼¾ŁĄż
? ÖĆĪ»ŗĶø“Ī»ÖøĮī Ö“ŠŠS£ØSet£¬ÖĆĪ»»ņÖĆ1£©»ņR£ØReset£¬ø“Ī»»ņÖĆ0£©ÖøĮīŹ±£¬“ÓÖø¶ØµÄĪ»µŲÖ·æŖŹ¼µÄNøöĪ»µŲÖ·¶¼±»ÖĆĪ»£Ø±äĪŖ1£©»ņø“Ī»£Ø±äĪŖ0£©£¬N=1~255”£
? Į¢¼“ÖĆĪ»SIŗĶĮ¢¼“ø“Ī»RIÖøĮī Ö“ŠŠSI»ņRIÖøĮīŹ±£¬“ÓÖø¶ØµÄĪ»µŲÖ·æŖŹ¼µÄNøöĮ¬ŠųµÄĪļĄķŹä³öµć½«±»Į¢¼“ÖĆĪ»»ņø“Ī»£¬N=1~128£¬ĻßȦ֊µÄI±ķŹ¾Į¢¼“”£


Ī÷ĆÅ×ÓPLCÓĆŹżŃ§ŗÆŹż±ä»»ÖøĮīĒó45oÕżĻŅÖµ
·ÖĪö£ŗĻČ½«45o×Ŗ»»ĪŖ»”¶Č£ŗ£Ø3.14159/180£©*45£¬ŌŁĒóÕżĻŅÖµ”£³ĢŠņČēĶ¼5-20ĖłŹ¾”£
LD I0.1
MOVR 3.14159, AC1
/R 180.0, AC1
*R 45.0, AC1
SIN AC1, AC0
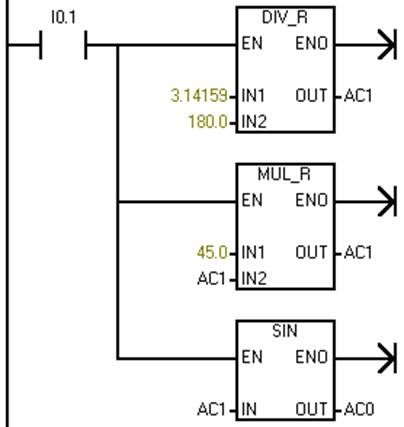
Ķ¼1
PLC³ĢŠņÉč¼ĘŅ»°ć·ÖĪŖŅŌĻĀ¼øøö²½Öč
PLC³ĢŠņÉč¼ĘŅ»°ć·ÖĪŖŅŌĻĀ¼øøö²½Öč£ŗ
1. ³ĢŠņÉč¼ĘĒ°µÄ×¼±ø¹¤×÷
³ĢŠņÉč¼ĘĒ°µÄ×¼±ø¹¤×÷¾ĶŹĒŅŖĮĖ½āæŲÖĘĻµĶ³µÄČ«²æ¹¦ÄÜ”¢¹ęÄ£”¢æŲÖĘ·½Ź½”¢ŹäČė/Źä³öŠÅŗŵÄÖÖĄąŗĶŹżĮ攢ŹĒ·ńÓŠĢŲŹā¹¦ÄܵĽÓæŚ”¢ÓėĘäĖüÉč±øµÄ¹ŲĻµ”¢Ķ؊ŵÄÄŚČŻÓė·½Ź½µČ£¬“Ó¶ų¶ŌÕūøöæŲÖĘĻµĶ³½ØĮ¢Ņ»øöÕūĢåµÄøÅÄī”£½Ó׎ųŅ»²½ŹģĻ¤±»æŲ¶ŌĻó£¬æÉ°ŃæŲÖʶŌĻóŗĶæŲÖĘ¹¦ÄÜ°“ÕÕĻģÓ¦ŅŖĒ󔢊ÅŗÅÓĆĶ¾»ņæŲÖĘĒųÓņ·ÖĄą£¬Č·¶Ø¼ģ²āÉč±øŗĶæŲÖĘÉč±øµÄĪļĄķĪ»ÖĆ£¬ĮĖ½āĆæŅ»øö¼ģ²āŠÅŗÅŗĶæŲÖĘŠÅŗŵĊĪŹ½”¢¹¦ÄÜ”¢¹ęÄ£¼°Ö®¼äµÄ¹ŲĻµ”£
2. Éč¼Ę³ĢŠņæņĶ¼
øł¾ŻČķ¼žÉč¼Ę¹ęøńŹéµÄ×ÜĢåŅŖĒóŗĶæŲÖĘĻµĶ³µÄ¾ßĢåĒéæö£¬Č·¶ØÓ¦ÓĆ³ĢŠņµÄ»ł±¾½į¹¹”¢°“³ĢŠņÉč¼Ę±ź×¼»ęÖĘ³ö³ĢŠņ½į¹¹æņĶ¼£¬Č»ŗóŌŁøł¾Ż¹¤ŅÕŅŖĒ󣬻ę³öø÷¹¦Äܵ„ŌŖµÄ¹¦ÄÜĮ÷³ĢĶ¼”£
3. ±ąŠ“³ĢŠņ
øł¾ŻÉč¼Ę³öµÄæņĶ¼ÖšĢõµŲ±ąŠ“æŲÖĘ³ĢŠņ”£±ąŠ“¹ż³ĢÖŠŅŖ¼°Ź±øų³ĢŠņ¼Ó×¢ŹĶ”£
4. ³ĢŠņµ÷ŹŌ
µ÷ŹŌŹ±ĻČ“Óø÷¹¦Äܵ„ŌŖČėŹÖ£¬Éč¶ØŹäČėŠÅŗÅ£¬¹Ū²ģŹä³öŠÅŗŵıä»ÆĒéæö”£ø÷¹¦Äܵ„ŌŖµ÷ŹŌĶź³Éŗó£¬ŌŁµ÷ŹŌČ«²æ³ĢŠņ£¬µ÷ŹŌø÷²æ·ÖµÄ½ÓæŚĒéæö£¬Ö±µ½ĀśŅāĪŖÖ¹”£³ĢŠņµ÷ŹŌæÉŅŌŌŚŹµŃéŹŅ½ųŠŠ£¬Ņ²æÉŅŌŌŚĻÖ³”½ųŠŠ”£Čē¹ūŌŚĻÖ³”½ųŠŠ²āŹŌ£¬Šč½«æɱą³ĢæŲÖĘĘ÷ĻµĶ³ÓėĻÖ³”ŠÅŗÅøōĄė£¬æÉŅŌĒŠ¶ĻŹäČė/Źä³öÄ£°åµÄĶā²æµēŌ“£¬ŅŌĆāŅżĘš»śŠµÉč±ø¶Æ×÷”£³ĢŠņµ÷ŹŌ¹ż³ĢÖŠĻČ·¢ĻÖ“ķĪó£¬ŗó½ųŠŠ¾Ą“ķ”£»ł±¾ŌŌņŹĒ”°¼ÆÖŠ·¢ĻÖ“ķĪ󣬼ÆÖŠ¾ĄÕż“ķĪó”±”£
5. ±ąŠ“³ĢŠņĖµĆ÷Źé
ŌŚĖµĆ÷ŹéÖŠĶس£¶Ō³ĢŠņµÄæŲÖĘŅŖĒ󔢳ĢŠņµÄ½į¹¹”¢Į÷³ĢĶ¼µČøųŅŌ±ŲŅŖµÄĖµĆ÷£¬²¢ĒŅøų³ö³ĢŠņµÄ°²×°²Ł×÷Ź¹ÓĆ²½ÖčµČ.
æɱą³ĢŠņæŲÖĘĘ÷µÄŗĻĄķŃ”Ōń
Ėę×ÅPLCŌŚ¹¤ŅµæŲÖĘÖŠµÄĶĘ¹ćĘÕ¼°£¬PLC²śĘ·µÄÖÖĄąŌ½Ą“Ō½¶ą£¬Ęä½į¹¹ŠĶŗÅ”¢ŠŌÄÜ”¢ČŻĮ攢ÖøĮīĻµĶ³”¢±ą³Ģ·½·ØµČø÷²»ĻąĶ¬£¬ŹŹÓĆ³”ŗĻŅ²ø÷ÓŠ²ąÖŲ”£Ņņ“Ė£¬ŗĻĄķŃ”Ōń PLC£¬¶ŌÓŚĢįøßPLCŌŚæŲÖĘĻµĶ³ÖŠµÄÓ¦ÓĆÓŠ×ÅÖŲŅŖ×÷ÓĆ”£
Ņ»”¢»śŠĶµÄŃ”Ōń
ĪŅ¹śŹŠ³”ÉĻĮ÷ŠŠµÄÓŠČēĻĀ¼ø¼ŅPLC²śĘ·£ŗ
1£®Ź©ÄĶµĀ¹«Ė¾£¬°üĄØŌēĘŚĢģ½ņŅĒ±ķ³§Ņż½ųÄŖµĻæµ¹«Ė¾µÄ²śĘ·£¬ÄæĒ°ÓŠQuantum”¢Premium”¢MomentumµČ²śĘ·£»
2£®ĀŽæĖĪ¤¶ū¹«Ė¾£Ø°üĄØAB¹«Ė¾£©PLC²śĘ·£¬ÄæĒ°ÓŠSLC”¢Micro Logix”¢Control LogixµČ²śĘ·£»
3£®Ī÷ĆÅ×Ó¹«Ė¾µÄ²śĘ·£¬ÄæĒ°ÓŠSIMATIC S7-400/300/200ĻµĮŠ²śĘ·£»
4£®GE¹«Ė¾µÄ²śĘ·£»
5£®ČÕ±¾Å·Ä·Įś”¢ČżĮā”¢ø»Źæ”¢ĖÉĻĀµČ¹«Ė¾²śĘ·£¬ĘäÖŠŹ¹ÓĆ½Ļ¶ąµÄŹĒČżĮā¹«Ė¾F1”¢F2”¢FX2µČĻµĮŠ²śĘ·”£
PLC»śŠĶŃ”ŌńµÄ»ł±¾ŌŌņŹĒ£ŗŌŚ¹¦ÄÜĀś×ćŅŖĒóµÄĒ°ĢįĻĀ£¬Ń”Ōń**æÉæ攢Ī¬»¤Ź¹ÓĆ**·½±ćŅŌ¼°ŠŌÄܼŪøń±Č**µÄ»śŠĶ”£Ķس£×ö·ØŹĒ£¬ŌŚ¹¤ŅÕ¹ż³Ģ±Č½Ļ¹Ģ¶Ø”¢»·¾³Ģõ¼ž½ĻŗĆµÄ³”ŗĻ£¬½ØŅéŃ”ÓĆÕūĢåŹ½½į¹¹µÄPLC£»ĘäĖūĒéæöŌņ**Ń”ÓĆÄ£æéŹ½½į¹¹µÄ PLC£»¶ŌÓŚæŖ¹ŲĮææŲÖĘŅŌ¼°ŅŌæŖ¹ŲĮææŲÖĘĪŖÖ÷”¢“ųÉŁĮæÄ£ÄāĮææŲÖĘµÄ¹¤³ĢĻīÄæÖŠ£¬Ņ»°ćĘäæŲÖĘĖŁ¶ČĪŽŠėæ¼ĀĒ£¬Ņņ“Ė£¬Ń”ÓĆ“ų A/D×Ŗ»»”¢D/A×Ŗ»»”¢¼Ó¼õŌĖĖć”¢Źż¾Ż“«ĖĶ¹¦ÄܵĵĶµµ»ś¾ĶÄÜĀś×ćŅŖĒ󣻶ųŌŚæŲÖĘ±Č½Ļø“ŌÓ£¬æŲÖĘ¹¦ÄÜŅŖĒó±Č½ĻøߵŤ³ĢĻīÄæÖŠ£ØČēŅŖŹµĻÖPIDŌĖĖć”¢±Õ»·æŲÖĘ”¢ĶØŠÅĮŖĶųµČ£©£¬æÉŹÓæŲÖĘ¹ęÄ£¼°ø“ŌÓ³Ģ¶ČĄ“Ń”ÓĆÖŠµµ»ņ**»ś£ØĘäÖŠ**»śÖ÷ŅŖÓĆÓŚ“ó¹ęÄ£¹ż³ĢæŲÖĘ”¢Č«PLCµÄ·Ö²¼Ź½æŲÖĘĻµĶ³ŅŌ¼°Õūøö¹¤³§µÄ×Ō¶Æ»ÆµČ£©”£øł¾Ż²»Ķ¬µÄÓ¦ÓƶŌĻ󣬱ķ1ĮŠ³öĮĖPLCµÄ¼øÖÖ¹¦ÄÜŃ”Ōń”£
±ķ1 PLCµÄ¹¦Äܼ°Ó¦ÓĆ³”ŗĻ

Ó¦øĆ×¢ŅāµÄŹĒ£¬Ķ¬Ņ»ĘóŅµÓ¦¾”Įæ×öµ½»śŠĶĶ³Ņ»”£ÕāŃł£¬Ķ¬Ņ»»śŠĶµÄPLCÄ£æéæÉ»„ĪŖ±øÓĆ£¬±ćÓŚ±øĘ·±ø¼žµÄ²É¹ŗŗĶ¹ÜĄķ£»Ķ¬Ź±£¬ĘäĶ³Ņ»µÄ¹¦Äܼ°±ą³Ģ·½·ØŅ²ÓŠĄūÓŚ¼¼ŹõĮ¦ĮæµÄÅąŃµ”¢¼¼ŹõĖ®Ę½µÄĢįøßŗĶ¹¦ÄܵÄæŖ·¢£»“ĖĶā£¬ÓÉÓŚĘäĶā²æÉč±øĶØÓĆ£¬×ŹŌ“æÉŅŌ¹²Ļķ£¬Ņņ“Ė£¬ÅäŅŌÉĻĪ»¼ĘĖ滜ŗó¼“æÉ°ŃæŲÖĘø÷¶ĄĮ¢ĻµĶ³µÄ¶ąĢØPLCĮŖ³ÉŅ»øöDCSĻµĶ³£¬ÕāŃł±ćÓŚĻą»„ĶØŠÅ£¬¼ÆÖŠ¹ÜĄķ”£
¶ž”¢I/OµÄŃ”Ōń
PLCŌŚ20ŹĄ¼Ķ90Äź“śŅŃ¾ŠĪ³ÉĪ¢”¢Š””¢ÖŠ”¢“󔢾ŽŠĶ¶ąÖÖPLC”£°“I/OµćŹż·Ö£¬æÉ·ÖĪŖĪ¢ŠĶPLC£Ø32I/O£©”¢Š”ŠĶPLC£Ø256I/O£©”¢ÖŠŠĶPLC£Ø1024I/O£©”¢“óŠĶPLC£Ø4.69I/O£©”¢¾ŽŠĶPLC£Ø8195I/O£©ĪåÖÖ”£
PLCÓė¹¤ŅµÉś²ś¹ż³ĢµÄĮŖĻµŹĒĶعżI/O½ÓæŚÄ£æ饓ŹµĻֵĔ£PLCÓŠŠķ¶ąI/O½ÓæŚÄ£æ飬°üĄØæŖ¹ŲĮæŹäČėÄ£æ锢æŖ¹ŲĮæŹä³öÄ£æ锢ģÄāĮæŹäČėÄ£æ锢ģÄāĮæŹä³öÄ£æéŅŌ¼°ĘäĖūŅ»Š©ĢŲŹāÄ£æ飬Ź¹ÓĆŹ±Ó¦øł¾ŻĖüĆĒµÄĢŲµć½ųŠŠŃ”Ōń”£
£ØŅ»£©Č·¶ØI/OµćŹż
øł¾ŻæŲÖĘĻµĶ³µÄŅŖĒóČ·¶ØĖłŠčŅŖµÄI/OµćŹżŹ±£¬Ó¦ŌŁŌö¼Ó 10%”«20%µÄ±øÓĆĮ棬ŅŌ±ćĖꏱŌö¼ÓæŲÖĘ¹¦ÄÜ”£¶ŌÓŚŅ»øöæŲÖʶŌĻó£¬ÓÉÓŚ²ÉÓƵÄæŲÖĘ·½·Ø²»Ķ¬»ņ±ą³ĢĖ®Ę½²»Ķ¬£¬I/OµćŹżŅ²Ó¦ÓŠĖł²»Ķ¬”£±ķ2ĮŠ³öĮĖµäŠĶ“«¶ÆÉč±ø¼°³£ÓƵēĘųŌŖ¼žĖłŠčµÄæŖ¹ŲĮæµÄI/OµćŹż”£
±ķ2 µäŠĶ“«¶ÆÉč±ø¼°³£ÓƵēĘųŌŖ¼žĖłŠčµÄæŖ¹ŲĮæµÄI/OµćŹż

£Ø¶ž£©æŖ¹ŲĮæI/O
æŖ¹ŲĮæI/O½ÓæŚæÉ“Ó“«øŠĘ÷ŗĶæŖ¹Ų£ØČē°“Å„”¢ĻŽĪ»æŖ¹ŲµČ£©¼°æŲÖĘÉč±ø£ØČēÖøŹ¾µĘ”¢±Ø¾ÆĘ÷”¢µē¶Æ»śĘš¶ÆĘ÷µČ£©½ÓŹÕŠÅŗÅ”£µäŠĶµÄ½»Į÷ŹäČė/Źä³öŠÅŗÅĪŖ24”«240V£¬Ö±Į÷ŹäČė/Źä³öŠÅŗÅĪŖ5”«240V”£¾”¹ÜŹäČėµēĀ·ŅņÖĘŌģ³§¼Ņ²»Ķ¬¶ų²»Ķ¬£¬µ«ÓŠŠ©ĢŲŠŌŹĒĻąĶ¬µÄ£¬ČēÓĆÓŚĻū³ż“ķĪóŠÅŗŵĶ¶¶ÆµēĀ·µČ”£“ĖĶā£¬“󶹏żŹäČėµēĀ·ŌŚøßŃ¹µēŌ“ŹäČėŗĶ½ÓæŚµēĀ·µÄæŲÖĘĀß¼²æ·ÖÖ®¼ä¶¼ÉčÓŠæÉŃ”µÄøōĄėµēĀ·”£ŌŚĘĄ¹ĄĄėÉ¢Źä³öŹ±£¬Ó¦æ¼ĀĒČŪĖ攢Ė²Ź±ĄĖÓæ±£»¤ŗĶµēŌ“ÓėĀß¼µēĀ·¼äµÄøōĄėµēĀ·”£ČŪĖæµēĀ·Ņ²ŠķŌŚæŖŹ¼Ź±»Ø·Ń½Ļ¶ą£¬µ«æÉÄܱČŌŚĶā²æ°²×°ČŪĖæŗÄ׏ŅŖÉŁ”£
£ØČż£©Ä£ÄāĮæI/O
Ä£ÄāĮæŹäČė/Źä³ö½ÓæŚŅ»°ćÓĆĄ“øŠÖŖ“«øŠĘ÷²śÉśµÄŠÅŗÅ”£ÕāŠ©½ÓæŚæÉÓĆÓŚ²āĮæĮ÷Į攢ĪĀ¶ČŗĶŃ¹Į¦£¬²¢æÉÓĆÓŚæŲÖʵēŃ¹»ņµēĮ÷Źä³öÉč±ø”£ÕāŠ©½ÓæŚµÄµäŠĶĮæ³ĢĪŖ-10”«+10V”¢0”«+11V”¢4”«20mA»ņ10”«50mA”£Ņ»Š©ÖĘŌģ³§¼ŅŌŚPLCÉĻÉč¼ĘÓŠĢŲŹāÄ£Äā½ÓæŚ£¬Ņņ¶ųæÉ½ÓŹÕµĶµēĘ½ŠÅŗÅ£¬ČēRTD”¢ČȵēżµČ”£Ņ»°ćĄ“Ėµ£¬ÕāĄą½ÓæŚÄ£æéæÉÓĆÓŚ½ÓŹÕĶ¬Ņ»Ä£æéÉĻ²»Ķ¬ĄąŠĶµÄČȵēż»ņRTD»ģŗĻŠÅŗÅ”£
£ØĖÄ£©ĢŲŹā¹¦ÄÜI/O
ŌŚŃ”ŌńŅ»ĢØPLCŹ±£¬ÓĆ»§æÉÄÜ»įĆęĮŁŅ»Š©ĢŲŹāĄąŠĶĒŅ²»ÄÜÓƱź×¼I/OŹµĻÖµÄI/OĻŽ¶Ø£ØČē¶ØĪ»”¢**ŹäČė”¢ĘµĀŹµČ£©”£“ĖŹ±ÓĆ»§Ó¦µ±æ¼ĀĒ¹©Ļś³§ÉĢŹĒ·ńĢį¹©ÓŠĢŲŹāµÄÓŠÖśÓŚ**ĻŽ¶Č¼õŠ”æŲÖĘ×÷ÓƵÄÄ£æ锣ӊŠ©ĢŲŹā½ÓæŚÄ£æé×ŌÉķÄÜ“¦ĄķŅ»²æ·ÖĻÖ³”Źż¾Ż£¬“Ó¶ųŹ¹CPU“Ó·±ÖŲµÄČĪĪń“¦ĄķÖŠ½āĶŃ³öĄ“”£
£ØĪ壩ÖĒÄÜŹ½I/O
µ±Ē°£¬PLCµÄÉś²ś³§¼ŅĻą¼ĢĶĘ³öĮĖŅ»Š©ÖĒÄÜŹ½µÄI/OÄ£æ锣Ņ»°ćÖĒÄÜŹ½I/OÄ£æé±¾Éķ“ųÓŠ“¦ĄķĘ÷£¬æɶŌŹäČė»ņŹä³öŠÅŗÅ×÷Ō¤ĻČ¹ę¶ØµÄ“¦Ąķ£¬²¢½«“¦Ąķ½į¹ūĖĶČėCPU»ņÖ±½ÓŹä³ö£¬ÕāŃłæÉĢįøßPLCµÄ“¦ĄķĖŁ¶Č²¢½ŚŹ”“ę“¢Ę÷µÄČŻĮ攣
×ŪÉĻ£¬±ķ3¹éÄÉĮĖŃ”ŌńI/OÄ£æéµÄŅ»°ć¹ęŌņ”£
±ķ3 Ń”ŌńPLCµÄI/O½ÓæŚÄ£æéµÄŅ»°ć¹ęŌņ

Čż”¢“ę“¢Ę÷ĄąŠĶ¼°ČŻĮæŃ”Ōń
PLCĻµĶ³ĖłÓĆµÄ“ę“¢Ę÷»ł±¾ÉĻÓÉPROM”¢EPROM¼°RAMČżÖÖĄąŠĶ×é³É£¬“ę“¢ČŻĮæŌņĖ껜Ę÷µÄ“óŠ”±ä»Æ£¬Ņ»°ćŠ”ŠĶ»śµÄ**“ę“¢ÄÜĮ¦µĶÓŚ6kB£¬ÖŠŠĶ»śµÄ**“ę“¢ÄÜĮ¦æÉ“ļ64kB£¬“óŠĶ»śµÄ**“ę“¢ÄÜĮ¦æÉÉĻÕ××Ö½Ś”£Ź¹ÓĆŹ±æÉŅŌøł¾Ż³ĢŠņ¼°Źż¾ŻµÄ“ę“¢ŠčŅŖĄ“Ń”ÓĆŗĻŹŹµÄ»śŠĶ£¬±ŲŅŖŹ±Ņ²æÉ×ØĆŽųŠŠ“ę“¢Ę÷µÄĄ©³äÉč¼Ę”£
PLCµÄ“ę“¢Ę÷ČŻĮæŃ”ŌńŗĶ¼ĘĖćµÄ**ÖÖ·½·ØŹĒ£ŗøł¾Ż±ą³ĢŹ¹ÓĆµÄ½ŚµćŹż**¼ĘĖć“ę“¢Ę÷µÄŹµ¼ŹŹ¹ÓĆČŻĮ攣µŚ¶žÖÖĪŖ¹ĄĖć·Ø£¬ÓĆ»§æÉøł¾ŻæŲÖĘ¹ęÄ£ŗĶÓ¦ÓĆÄæµÄ£¬°“ÕÕ±ķ4µÄ¹«Ź½Ą“¹ĄĖć”£ĪŖĮĖŹ¹ÓĆ·½±ć£¬Ņ»°ćÓ¦ĮōÓŠ25%”«30%µÄŌ£Į棬»ńČ”“ę“¢ČŻĮæµÄ**·½·ØŹĒÉś³É³ĢŠņ£¬¼“ÓĆĮĖ¶ąÉŁ×Ö”£ÖŖµĄĆæĢõÖøĮīĖłÓƵÄ×ÖŹż£¬ÓĆ»§±ćæÉČ·¶Ø×¼Č·µÄ“ę“¢ČŻĮ攣±ķ4Ķ¬Ź±øų³öĮĖ“ę“¢Ę÷ČŻĮæµÄ¹ĄĖć·½·Ø”£
±ķ4 æŲÖĘÄæµÄ¹ĄĖć“ę“¢Ę÷ČŻĮæµÄ·½·Ø

ĖÄ”¢±ą³ĢĘ÷ŗĶĶā²æÉč±øµÄŃ”Ōń
ŌŚĻµĶ³µÄŹµĻÖ¹ż³ĢÖŠ£¬PLCµÄ±ą³ĢĪŹĢāŹĒ·Ē³£ÖŲŅŖµÄ”£ÓĆ»§Ó¦µ±¶ŌĖłŃ”ŌńPLC²śĘ·µÄČķ¼ž¹¦Äܼ°±ą³ĢĘ÷ÓŠĖłĮĖ½ā”£Ķس£ĒéæöĻĀ£¬Š”ŠĶæŲÖĘĻµĶ³Ņ»°ćŃ”ÓĆ¼Ūøń±ćŅĖµÄ¼ņŅ×±ą³ĢĘ÷£¬Čē¹ūĻµĶ³½Ļ“ó»ņ¶ąĢØPLC¹²ÓĆ£¬æÉŅŌŃ”ÓĆ¹¦ÄÜĒ攢±ą³Ģ·½±ćµÄĶ¼ŠĪ±ą³ĢĘ÷”£Čē¹ūÓŠøöČĖ¼ĘĖ滜£¬æÉŅŌŃ”ÓĆÄÜŌŚøöČĖ¼ĘĖ滜ÉĻŌĖŠŠµÄ±ą³ĢČķ¼ž°ü”£Ķ¬Ź±£¬ĪŖĮĖ·ĄÖ¹ŅņøÉČÅ”¢ļ®µē³ŲµēŃ¹ĻĀ½µµČŌŅņĘĘ»µRAMÖŠµÄÓĆ»§³ĢŠņ£¬æÉŅŌŃ”ÓĆEEP-ROMÄ£æé×÷ĪŖĶā²æÉč±ø”£
Ī唢ŹµĄż
£ØŅ»£©ĄūÓĆČżĮāPLCŹµĻÖ¶ŌÓ”Ė¢»śµÄ**æŲÖĘ
Ó”Ė¢»śµÄŅ»Ģ×µēĘųÉč¼ĘŹōÓŚĻµĶ³Éč¼Ę£¬ĪŖĮĖŹ¹²śĘ·ŠŌÄÜĪČ¶Ø£¬Ņ×ÓŚĪ¬»¤£¬²ÉÓĆŅŌPLCĪŖÖ÷æŲĘ÷µÄæŲÖĘ·½°ø”£Ó”Ė¢»śŅŖĒóŅ×ÓŚ²Ł×÷£¬¾«¶Čøߣ¬ŹäČė”¢Źä³öµć½Ļ¶ą£¬Ņņ“Ė²ÉÓĆĖ«»śĶØѶ”£ÉĻĪ»»ś²ÉÓĆČżĮāøߊŌÄܵÄFX2N-80MR”¢FX2N-80MR×Ō“ųI/O½ÓæŚ£¬æÉŅŌ½Ó40µćŹäČė£¬40µćŹä³ö£¬Ö÷ŅŖøŗŌšÖ÷“«¶ÆµÄæŲÖĘ£¬ø÷»ś×éĄėŗĻĘ÷µÄæŲÖĘ£¬ŅŌ¼°Ęų±Ć£¬Ęų·§µÄæŲÖʵȔ£ĻĀĪ»»ś²ÉÓĆČżĮāFX2N-64MR”¢FX2N-64MRæÉŅŌ½Ó32µćŹäČė£¬32µćŹä³ö£¬Ö÷ŅŖøŗŌšĖ®¹õµē»śµÄæŲÖĘ£¬Ö÷“«¶ÆµÄµ÷ĖŁŹä³ö£¬µ÷°ęµē»śŹż¾Ż²É¼ÆµČ”£ÉĻĪ»»śÓėĻĀĪ»»ś²ÉÓĆRS485, ĶØѶ£¬ĶØѶ·½±ć£¬æÉæ攣Ķ¬Ź±Ń”ÓĆĮĖŅ»ĢØČżĮā5.7“ē“„ĆžĘĮ£¬Ö÷ŅŖøŗŌšĖ®¹õµē»śĖŁ¶ČĻŌŹ¾£¬µ÷°ęĻŌŹ¾£¬ŅŌ¼°Õū»ś¹ŹÕĻĻŌŹ¾µČ”£±¾ĻµĶ³ŌĖŠŠæÉæ棬Ī¬»¤·½±ć£¬²Ł×÷¼ņ±ćÖ±¹Ū£¬“ó“óĢįøßĮĖ½ŗÓ”»śµÄµµ“Ī”£
£Ø¶ž£©Å·Ä·Įś£ØOMRON£©PLCŌŚŹÆÓĶ¼Ó¹¤¹¤ŅµÖŠµÄÓ¦ÓĆ
ŌŚŹÆÓĶ¼Ó¹¤¹¤ŅµÖŠ£¬“óŠĶŠż×Ŗ»ś×éŹĒ×°ÖĆÉč±øµÄÖŲŅŖ×é³É²æ·Ö£¬ÖŲÓĶ“ß»ÆĮŃ»ÆĘųŃ¹»ś×éµÄĮŖĖų-×Ō±£ĻµĶ³“ÓĀś×ć¹¤ŅÕÉś²śŠčĒó³ö·¢£¬æ¼ĀĒµ½°²Č«ŠŌ”¢æÉææŠŌ”¢¾¼ĆŠŌ”¢æÉĄ©Õ¹ŠŌµČŅņĖŲ£¬²ÉÓĆĮĖOMRON¹«Ė¾Éś²śµÄCPM2AHŠĶPLC½ųŠŠĻµĶ³¹¹½Ø£¬CPM2AH×Ō“ųI/O½ÓæŚ£¬æÉŅŌ½Ó36µćŹäČė£¬24µćŹä³ö£¬Źä³öŠĪŹ½ŹĒ¼ĢµēĘ÷£¬²¢ĒŅĶعżRS232C“®æŚÓėPC»śĶØѶ£¬Ź¹Éś²ś¹ż³Ģ±ķĻÖĪČ¶Ø£¬¶Æ×÷æÉæ棬ŌŚŹĀ¹Ź×“Ģ¬ĻĀ¶Ō»ś×é¼°Éś²ś×°ÖĆŹµŠŠĮĖ×ŌĪŅ±£»¤£¬¶Å¾ųĮĖ¶ńŠŌŹĀ¹ŹµÄĄ©“óŗĶĀūŃÓ£¬Č”µĆĮĖĻŌÖųµÄŠ§¹ū”£
Įł”¢½įŹųÓļ
Ėę×ÅæĘ¼¼µÄ²»¶Ļ½ų²½£¬PLCµÄÖÖĄąČÕŅę·±¶ą£¬¹¦ÄÜŅ²Öš½„ŌöĒ攣ĪÄÕĀÖŠ¾”¹Ü¹éÄÉĮĖŅ»Š©Ń”ÓĆPLCµÄ·½·Ø£¬µ«ŌŚŹµ¼Ź¹¤×÷ÖŠ»¹Ņ»¶ØŅŖŅĄ¾ŻŹµ¼ŹĒéæö×ö³öŹŹµ±µÄµ÷Õū£¬ŅŌ±ćÉč¼Ę³öĀś×ćĘŚĶūµÄ¹¤ŅµæŲÖĘĻµĶ³”£
Ī÷ĆÅ×ÓPLC S7-200µÄSIMATICÖøĮī¼Æ¼ņ±ķ
|
²¼ ¶ū Öø Įī |
|
|
LD N LDI N LDN N LDNI N |
×°ŌŲ(æŖŹ¼µÄ³£æŖ“„µć) Į¢¼“×°ŌŲ Č”·“ŗó×°ŌŲ(æŖŹ¼µÄ³£±Õ“„µć) Č”·“ŗóĮ¢¼“×°ŌŲ |
|
A N AI N AN N ANI N |
Óė(“®ĮŖµÄ³£æŖ“„µć) Į¢¼“Óė Č”·“ŗóÓė(“®ĮŖµÄ³£æŖ“„µć) Č”·“ŗóĮ¢¼“Óė |
|
O N OI N ON N ONI N |
»ņ(²¢ĮŖµÄ³£æŖ“„µć) Į¢¼“»ņ Č”·“ŗó»ņ(²¢ĮŖµÄ³£æŖ“„µć) Č”·“ŗóĮ¢¼“Óė |
|
LDBx N1£¬N2 |
×°ŌŲ×Ö½Ś±Č½Ļ½į¹ūN1(x£ŗ£¼£¬£¼£½£¬£½£¬£¾£½£¬£¾£¬£¼£¾£½)N2 |
|
ABx N1£¬N2 |
Óė×Ö½Ś±Č½Ļ½į¹ūN1(x£ŗ£¼£¬£¼£½£¬£½£¬£¾£½£¬£¾£¬£¼£¾£½)N2 |
|
OBx N1£¬N2 |
»ņ×Ö½Ś±Č½Ļ½į¹ūN1(x£ŗ£¼£¬£¼£½£¬£½£¬£¾£½£¬£¾£¬£¼£¾£½)N2 |
|
LDWx N1£¬N2 |
×°ŌŲ×Ö±Č½Ļ½į¹ūN1(x£ŗ£¼£¬£¼£½£¬£½£¬£¾£½£¬£¾£¬£¼£¾£½)N2 |
|
AWx N1£¬N2 |
Óė×Ö½Ś±Č½Ļ½į¹ūN1(x£ŗ£¼£¬£¼£½£¬£½£¬£¾£½£¬£¾£¬£¼£¾£½)N2 |
|
OWx N1£¬N2 |
»ņ×Ö±Č½Ļ½į¹ūN1(x£ŗ£¼£¬£¼£½£¬£½£¬£¾£½£¬£¾£¬£¼£¾£½)N2 |
|
LDDx N1£¬N2 |
×°ŌŲĖ«×Ö±Č½Ļ½į¹ūN1(x£ŗ£¼£¬£¼£½£¬£½£¬£¾£½£¬£¾£¬£¼£¾£½)N2 |
|
ADx N1£¬N2 |
ÓėĖ«×Ö±Č½Ļ½į¹ūN1(x£ŗ£¼£¬£¼£½£¬£½£¬£¾£½£¬£¾£¬£¼£¾£½)N2 |
|
ODx N1£¬N2 |
»ņĖ«×Ö±Č½Ļ½į¹ūN1(x£ŗ£¼£¬£¼£½£¬£½£¬£¾£½£¬£¾£¬£¼£¾£½)N2 |
|
LDRx N1£¬N2 |
×°ŌŲŹµŹż±Č½Ļ½į¹ūN1(x£ŗ£¼£¬£¼£½£¬£½£¬£¾£½£¬£¾£¬£¼£¾£½)N2 |
|
ARx N1£¬N2 |
ÓėŹµŹż±Č½Ļ½į¹ūN1(x£ŗ£¼£¬£¼£½£¬£½£¬£¾£½£¬£¾£¬£¼£¾£½)N2 |
|
ORx N1£¬N2 |
»ņŹµŹż±Č½Ļ½į¹ūN1(x£ŗ£¼£¬£¼£½£¬£½£¬£¾£½£¬£¾£¬£¼£¾£½)N2 |
|
NOT |
Õ»¶„ֵȔ·“ |
|
EU ED |
ÉĻÉżŃŲ¼ģ²ā ĻĀ½µŃŲ¼ģ²ā |
|
= N =I N |
ø³Öµ£ØĻßȦ£© Į¢¼“ø³Öµ |
|
S S_BIT£¬N R S_BIT£¬N SI S_BIT£¬N RI S_BIT£¬N |
ÖĆĪ»Ņ»øöĒųÓņ ø“Ī»Ņ»øöĒųÓņ Į¢¼“ÖĆĪ»Ņ»øöĒųÓņ Į¢¼“ø“Ī»Ņ»øöĒųÓņ |
|
“«ĖĶ”¢ŅĘĪ»”¢Ń»·ŗĶĢī³äÖøĮī |
|
|
MOVB IN£¬OUT MOVW IN£¬OUT MOVD IN£¬OUT MOVR IN£¬OUT BIR IN£¬OUT BIW IN£¬OUT |
×Ö½Ś“«ĖĶ ×Ö“«ĖĶ Ė«×Ö“«ĖĶ ŹµŹż“«ĖĶ Į¢¼“¶ĮČ”ĪļĄķŹäČė×Ö½Ś Į¢¼“Š“ĪļĄķŹä³ö×Ö½Ś |
|
BMB IN£¬OUT£¬N BMW IN£¬OUT£¬N BMD IN£¬OUT£¬N |
×Ö½Śæé“«ĖĶ ×Öæé“«ĖĶ Ė«×Öæé“«ĖĶ |
|
SWAP IN |
½»»»×Ö½Ś |
|
SHRB DATA£¬S_BIT£¬N |
ŅĘĪ»¼Ä“ęĘ÷ |
|
SRB OUT£¬N SRW OUT£¬N SRD OUT£¬N |
×Ö½ŚÓŅŅĘNĪ» ×ÖÓŅŅĘNĪ» Ė«×ÖÓŅŅĘNĪ» |
|
SLB OUT£¬N SLW OUT£¬N SLD OUT£¬N |
×Ö½Ś×óŅĘNĪ» ×Ö×óŅĘNĪ» Ė«×Ö×óŅĘNĪ» |
|
RRB OUT£¬N RRW OUT£¬N RRD OUT£¬N |
×Ö½ŚÓŅŅĘNĪ» ×ÖÓŅŅĘNĪ» Ė«×ÖÓŅŅĘNĪ» |
|
RLB OUT£¬N RLW OUT£¬N RLD OUT£¬N |
×Ö½Ś×óŅĘNĪ» ×Ö×óŅĘNĪ» Ė«×Ö×óŅĘNĪ» |
|
FILL IN£¬OUT£¬N |
ÓĆÖø¶ØµÄŌŖĖŲĢī³ä“ę“¢Ę÷æÕ¼ä |

