Ī÷ĆÅ×Ó±äʵĘ÷6SE6430-2UD31-5CA0 Ī÷ĆÅ×Ó±äʵĘ÷6SE6430-2UD31-5CA0
·²ŌŚ¹«Ė¾²É¹ŗĪ÷ĆÅ×Ó²śĘ·£¬¾łæÉÖŹ±£Ņ»Äź£¬¼ŁŅ»·£Ź®




ÉĻŗ£Ā”Ńå×Ō¶Æ»ÆæĘ¼¼ÓŠĻŽ¹«Ė¾
 ĮŖĻµČĖ£ŗĄī¾Ąķ
ĮŖĻµČĖ£ŗĄī¾Ąķ
Č«¹śĶ³Ņ»×ÉŃÆČČĻß £ŗ15800846971 ¹¤×÷ÓŹĻä£ŗ3192212451@qq.com
£ŗ15800846971 ¹¤×÷ÓŹĻä£ŗ3192212451@qq.com
 ×ÉŃÆQQ£ŗ3192212451 ×ÉŃÆ£ŗ021-3192212451
×ÉŃÆQQ£ŗ3192212451 ×ÉŃÆ£ŗ021-3192212451
Ī÷ĆÅ×ÓÖŠ¹śŹŚČØ“śĄķ

Ī÷ĆÅ×Ó“śĄķÉĢ×Ü“śĄķŅ»¼¶“śĄķÉĢ Ī÷ĆÅ×Ó“śĄķÉĢ×Ü“śĄķŅ»¼¶“śĄķÉĢ
Č«¹śĶ³Ņ»×ÉŃÆČČĻߣŗ15800846971 ¹¤×÷ÓŹĻä£ŗ3192212451@qq.com
Ī÷ĆÅ×ÓŅ»¼¶“śĄķÉĢ,Ī÷ĆÅ×ÓPLC“śĄķÉĢ,Ī÷ĆÅ×Ó±äʵĘ÷“śĄķÉĢ,Ī÷ĆÅ×ÓČĖ»ś½ēĆę“śĄķÉĢ,Ī÷ĆÅ×ÓæŖ¹ŲµēŌ““śĄķÉĢ£¬Ī÷ĆÅ×ÓČķĘō¶ÆĘ÷“śĄķÉĢ,Ī÷ĆÅ×ÓĖÅ·žµē»ś“śĄķÉĢ,Ī÷ĆÅ×ÓĶØѶµēĄĀ“śĄķÉĢ,Ī÷ĆÅ×ÓŅĒĘ÷ŅĒ±ķ“śĄķÉĢ£¬Ī÷ĆÅ×Ó·§ĆŶØĪ»Ę÷“śĄķÉĢ£¬Ī÷ĆÅ×Ó“„ĆžĘĮ“śĄķÉĢ£¬Ī÷ĆÅ×ÓŹżæŲĻµĶ³“śĄķÉĢ£¬Ī÷ĆÅ×ÓDP½ÓĶ·“śĄķÉĢ£¬Ī÷ĆÅ×ÓDP×ÜĻßµēĄĀ“śĄķÉĢĪ÷ĆÅ×Ó“śĄķÉĢĪ÷ĆÅ×ÓPLC“śĄķÉĢĪ÷ĆÅ×ÓCPU“śĄķÉĢĪ÷ĆÅ×ÓČĖ»ś½ēĆę“śĄķÉĢĪ÷ĆĒ×ÓæŖ¹ŲµēŌ““śĄķÉĢĪ÷ĆÅ×ÓĶØѶµēĄĀ“śĄķÉĢĪ÷ĆÅ×ÓŅĒĘ÷ŅĒ±ķ“śĄķÉĢĪ÷ĆÅ×Ó·§ĆŶØĪ»Ę÷“śĄķÉĢĪ÷ĆÅ×ÓŹżæŲĻµĶ³“śĄķÉĢĪ÷ĆÅ×ÓDP×ÜĻßµēĄĀ“śĄķÉĢĪ÷ĆÅ×ÓÖŠ¹ś×Ü“śĄķĪ÷ĆÅ×ÓÖŠ¹śPLC×Ü“śĄķĪ÷ĆÅ×ÓÖŠ¹ś¹¤Ņµ×Ō¶Æ»ÆÓėĒż¶Æ¼¼Źõ²śĘ·×Ü“śĄķĪ÷ĆÅ×ÓÖŠ¹ś¹¤ŅµŅµĪńĮģÓņ×Ü“śĄķĪ÷ĆÅ×ÓŹŚČØÖø¶ØĪ¬ŠŽ²æ
Ī÷ĆÅ×Ó“śĄķÉĢ-ÉĻŗ£ŌŽ¹ś£¬æā“ę“óĮæĪ÷ĆÅ×ÓPLC£¬²śĘ·ÖÖĄą”¢ŠĶŗÅĘėČ«£¬ŗøĒĮĖĪ÷ĆÅ×Ó200ĻµĮŠPLC”¢Ī÷ĆÅ×Ó300ĻµĮŠPLC¼°ĘäEM221Ä£æ锢EM222Ä£æ锢EM223Ä£æ锢EM231Ä£æ锢EM232Ä£æ锢EM235Ä£æ锢PPIµēĄĀ”¢MPIµēĄĀ”¢5611æØ”¢SM321”¢SM322”¢SM323”¢SM331”¢EM332Ä£æéµČ£¬S7-200ĻµĮŠÖ÷»ś°üĄØCPU224CN”¢CPU226CN”¢CPU224XP£¬S7-300ĻµĮŠÖ÷»ś°üĄØCPU312”¢CPU313”¢CPU314”¢CPU315-2DPµČ£¬¼ŪøńµĶ£¬½»»õĖŁ¶Čæģ”£
Ī÷ĆÅ×Ó±äʵĘ÷×Ü“śĄķ Ī÷ĆÅ×ÓŹż×ÖĮæÄ£æ飬Ī÷ĆÅ×ÓÄ£ÄāĮæÄ£æ飬Ī÷ĆÅ×ÓæŖ¹ŲĮæÄ£æ飬Ī÷ĆÅ×ÓĄ©Õ¹Ä£æ飬Ī÷ĆÅ×ÓAI,AO,DI,DO,IOÄ£æéĪ÷ĆÅ×Ó“„ĆžĘĮ£¬Ī÷ĆÅ×Ó±äʵĘ÷£¬Ī÷ĆÅ×Ó×ÜĻßµēĄĀ£¬Ī÷ĆÅ×ÓDP½ÓĶ·£¬Ī÷ĆÅ×ÓŹżæŲÖ÷°å£¬Ī÷ĆÅ×Óµē»ś£¬µČĪ÷ĆÅ×Ó¹¤æŲĻµĮŠ²śĘ·£¬Č«ŠĀŌ×°£¬ĻÖ»õĻśŹŪ£¬¼ŪøńÓÅ»Ż£¬»¶ÓĄ“µē×ÉŃÆ£”
Ī÷ĆÅ×Ó±äʵĘ÷6SE6430-2UD31-5CA0
Čē¹ūÖŹĮæ¼ŪøńŅ»°ćŌõĆ“ĻŌŹ¾ĪŅĆĒµÄŹµĮ¦100%µÄĪ÷ĆÅ×Ó½ų»õĒžµĄøųÄć100%µÄ·ÅŠÄĘ·ÖŹ”£
Č«ŠĀ½ųæŚ**£¬Ō°ü×°Ī“æŖ·ā£¬Ī÷ĆÅ×Ó¹Ł*·ĄĪ±£¬ŹµĪļĻÖ»õÅÄÉć£¬¼ŁŅ»·ŠĀ·£Ź®£¬²śĘ·ÖŹ±£Ņ»Äź£¬»¶Ó×ÉŃƶ©¹ŗ£”

Ę¾½čĪŅĆĒ¹ć·ŗµÄ²śĘ·ĻµĮŠ£¬ĪŅĆĒÕė¶ŌĆæÖÖŅŖĒó¶¼ÄÜĢį¹©ŗĻŹŹµÄ CP£¬ČēÓĆÓŚ SIMATIC S7-300 µÄ Lean ŠĶ”¢±ź×¼ŠĶ»ņŌöÖµŠĶ£¬ÓĆÓŚÖĘŌģŅµÖŠ““ŠĀ½ā¾ö·½°øµÄÄ£æé»ÆæŲÖĘĘ÷£” ĶعżÕāÖÖ CP µÄæŲÖĘĘ÷Į¬½ÓæÉŅŌÖ±½Ó½ÓČė¹¤ŅµŅŌĢ«ĶųÖŠ”£ ĶØѶ“¦ĄķĘ÷æÉÖ“ŠŠ¶ąÖÖŠŅ飬²¢Ö§³ÖŅŌĻĀŠŅé:
To the top of the page
CP 343-1 Lean£ŗŅ²æɽ«Š”Ó¦ÓĆ³ĢŠņÓė¹¤ŅµŅŌĢ«ĶųĻąĮ¬½Ó
½ŚŹ”±ą³ĢÉč±øŗĶ HMI ²Ł×÷Óė¼ąæŲÉč±øŅŌ¼° S7 æŲÖĘĘ÷Ö®¼äµÄĶØѶĮ¬½Ó³É±¾”£
To the top of the page
CP 343-1£ŗ ¾Ć¾æ¼ŃéµÄ¼į¹Ģ¶ų°²Č«µÄ±ź×¼ŠĶ
ŠŌÄÜĒæ“óĒŅ°²Č«¼į¹ĢµÄĶØѶ“¦ĄķĘ÷£¬Ķعż¹¤ŅµŅŌĢ«ĶųĮ¬½Ó S7-300£¬Ķ¬Ź±×÷ĪŖ PN IO æŲÖĘĘ÷ÓĆÓŚĮ¬½Ó PROFINET”£
»ŲŹÕĪ÷ĆÅ×Ó802SĖÅ·žæŲÖĘĆę°å
To the top of the page
CP 343-1 Advanced£ŗ“Ó PROFINET µ½ IT ĶØѶ
“ĖĶā£¬¶ŌÓŚCP 343-1 ¹¦ÄÜ£¬CP 343-1 Advanced Ķعż E-Mail ŗĶæÉ×ŌŠŠ½ØĮ¢µÄĶųŅ³Ģį¹©ĄķĻėµÄĪ¬»¤ŗĶÖŹĮæ±£Ö¤Ö§³Ö”£ ÖīČē FTP µÄ»„ĮŖĶų¹¦ÄÜÉõÖĮÄܹ»Į¬½ÓÓŚ PC µÄ²»Ķ¬ĻµĶ³”£ ÓÉ“Ė£¬S7-300 µÄÕāÖÖ CP ŠĪ³ÉĮĖĻÖ³”²ćĆęŗĶŅżµ¼²ćĆęÖ®¼äµÄĒÅ”£
To the top of the page
CP 343-1 ERPC£ŗ Į¬½Ó SIMATIC S7-300 æŲÖĘĘ÷ŗĶ ERP/MES ĻµĶ³
½įŗĻæɼÓŌŲµÄ¹Ģ¼žĄ©Õ¹×°ÖĆ£¬øĆĶØѶ“¦ĄķĘ÷Ķعż¹¤ŅµŅŌĢ«ĶųÓŠŠ§·ĆĪŹÉę¼°ĖłÓŠĘóŅµ²ćµÄŹż¾Żæā£¬ĪŽŠč±ą³ĢæŲÖĘĘ÷”£
ĆčŹö
ŠÅŗÅÄ£æéŹĒ SIMATIC S7-300 ½ųŠŠ¹ż³Ģ²Ł×÷µÄ½ÓæŚ”£S7-300 Ä£æé·¶Ī§µÄ¶ąĆęŠŌŌŹŠķÄ£æé»Æ×Ō¶ØŅ壬ŅŌĀś×ć**¶ą±äµÄČĪĪń”£
S7-300 Ö§³Ö¶ąĆęŠŌ¼¼ŹõČĪĪń£¬²¢Ģį¹©Ļź¾”µÄĶØѶєĻī”£³żĮĖ¾ßÓŠ¼Æ³É¹¦ÄÜŗĶ½ÓæŚµÄ CPU£¬ŌŚ S7-300 Éč¼ĘÖŠ»¹ÓŠø÷ÖÖÕė¶Ō¼¼ŹõŗĶĶØѶµÄĢŲŹāÄ£æ锣
To the top of the page
ÓÅŹĘ
ĶعżĒ°¶ĖĮ¬½ÓĘ÷Į¬½Ó“«øŠĘ÷/Ö“ŠŠĘ÷”£æÉŹ¹ÓĆŅŌĻĀĮ¬½Ó·½Ź½½ųŠŠĮ¬½Ó£ŗ
-
ĀŻ¶¤ŠĶ½ÓĻ߶Ė×Ó
-
µÆ»ÉŠĶ½ÓĻ߶Ė×Ó
-
**Į¬½Ó£Ø¾ųŌµ“©“Ģ£©
øü»»Ä£æéŗó£¬Ö»Šč½«Į¬½ÓĘ÷²åČėĻąĶ¬ĄąŠĶµÄŠĀÄ£æéÖŠ£¬²¢±£ĮōŌĄ“µÄ²¼Ļß”£Ē°¶ĖĮ¬½ÓĘ÷µÄ±ąĀėæɱÜĆā·¢Éś“ķĪó”£
Į¬½Ó SIMATIC TOP øü¼Ó¼ņµ„”¢**£Ø²»ŹĒ½ō“Õ CPU µÄ°åŌŲ I/O£©”£æÉŹ¹ÓĆŌ¤ĻČ×°ÅäµÄ“ųÓŠµ„øöµēĄĀŠ¾µÄĒ°¶ĖĮ¬½ÓĘ÷£¬ŗĶ“ųÓŠĒ°¶ĖĮ¬½ÓĘ÷Ä£æ锢Į¬½ÓĻߥĀŗĶ¶Ė×ÓŗŠµÄĶźÕū²å¼žÄ£æé»ÆĻµĶ³”£
Ä£æéÖŠĪŖŹżÖŚ¶ąµÄĶصĄŹ¹ S7-300 ŹµĻÖĮĖ½ŚŹ”æÕ¼äµÄÉč¼Ę”£æÉŹ¹ÓĆĆæøöÄ£æéÖŠÓŠ 8 ÖĮ 64 øöĶصĄ£ØŹż×ÖĮ棩»ņ 2 ÖĮ 8 øöĶصĄ£ØÄ£ÄāĮ棩µÄÄ£æ锣
Ź¹ÓĆ STEP 7 ¶ŌÕāŠ©Ä£æé½ųŠŠ×éĢ¬ŗĶ²ĪŹż»Æ£¬²¢ĒŅ²»ŠčŅŖ½ųŠŠ²»±ćµÄ×Ŗ»»ÉčÖĆ”£Źż¾Ż½ųŠŠ¼ÆÖŠ“ę“¢£¬Čē¹ūøü»»ĮĖÄ£æ飬Źż¾Ż»į×Ō¶Æ“«Źäµ½ŠĀµÄÄ£æ飬±ÜĆā·¢ÉśČĪŗĪÉčÖĆ“ķĪó”£Ź¹ÓĆŠĀÄ£æ鏱£¬ĪŽŠč½ųŠŠČķ¼žÉż¼¶”£æÉøł¾ŻŠčŅŖø“ÖĘ×éĢ¬ŠÅĻ¢£¬ĄżČēÓĆÓŚ±ź×¼»śĘ÷”£·µ»ŲŅ³Ź×
To the top of the page
Éč¼ĘŗĶ¹¦ÄÜ
Šķ¶ą²»Ķ¬µÄŹż×ÖĮæŗĶÄ£ÄāĮæÄ£æéøł¾ŻĆæŅ»ĻīČĪĪńµÄŅŖĒó£¬×¼Č·Ģį¹©ŹäČė/Źä³ö”£
Źż×ÖĮæŗĶÄ£ÄāĮæÄ£æéŌŚĶصĄŹżĮ攢µēŃ¹ŗĶµēĮ÷·¶Ī§”¢µēĘųøōĄė”¢Õļ¶ĻŗĶ¾Æ±Ø¹¦Äܵȷ½Ćę¶¼“ęŌŚ×Ųī±š”£ŌŚÕāĄļĢįµ½µÄĖłÓŠÄ£æé·¶Ī§ÖŠ£¬SIPLUS ×鼞æÉÓĆÓŚĄ©Õ¹µÄĪĀ¶Č·¶Ī§ -25”+60”ćC ŗĶÓŠŗ¦µÄæÕĘų/ĄäÄż”£
Õļ¶Ļ”¢ÖŠ¶Ļ
Šķ¶ąÄ£æ黹»į¼ąæŲŠÅŗŲɼƣØÕļ¶Ļ£©ŗĶ“Ó¹ż³Ģ£Ø¹ż³ĢÖŠ¶Ļ£©ÖŠ“«»ŲµÄŠÅŗÅ”£ÕāŃł±ćæɶŌ¹ż³ĢÖŠ³öĻֵēķĪó£ØĄżČē¶ĻĻß»ņ¶ĢĀ·£©ŅŌ¼°ČĪŗĪ¹ż³ĢŹĀ¼ž£ØĄżČēŹż×ÖŹäČėŹ±µÄÉĻÉż±ß»ņĻĀ½µ±ß£©Į¢æĢ×ö³ö·“Ó¦”£Ź¹ÓĆ STEP 7£¬¼“æÉĒįĖɶŌæŲÖĘĘ÷µÄĻģÓ¦½ųŠŠ±ą³Ģ”£
×ØÓĆÄ£æé
ÓĆÓŚ²āŹŌŗĶŹ±£¬Ä£ÄāĮæÄ£æéæɲåČėµ½ S7-300”£øĆÄ£æéĶعż LED ×Ŗ»»ŗĶÖøŹ¾Źä³öŠÅŗÅ£¬ŹµĻÖ¶Ō±ąĀėĘ÷ŠÅŗŵÄÄ£Äā”£
øĆÄ£æéæɲåČėµ½ČĪŗĪµŲ·½£Ø²»±Ų×ńŹŲ²å²Ū¹ęŌņ£©”£øĆŠéÄāÄ£æéĪŖĪ“×éĢ¬µÄŠÅŗÅÄ£æéŌ¤ĮōĮĖŅ»øö²å²Ū”£ÉŌŗó°²×°øĆÄ£æ鏱£¬Õūøö×éĢ¬µÄ»śŠµÅäÖĆŗĶµŲÖ··ÖÅä¾ł²»»įøüøÄ”£
|
Ī÷ĆÅ×ÓCPU312
|

|
-
ŹŹÓĆÓŚČ«¼Æ³É×Ō¶Æ»Æ£ØTIA£© µÄ±¾ŠĶCPU
-
ŹŹÓĆÓŚÖŠµČ“¦ĄķĖŁ¶ČŅŖĒóµÄŠ”¹ęÄ£Ó¦ÓĆ
|
|
Ī÷ĆÅ×ÓCPU312C
|

|
-
“ų¼Æ³ÉŹż×ÖĮæŹäČėŗĶŹä³öµÄ½ō“ÕŠĶCPU
-
ŹŹÓĆÓŚ¶Ō“¦ĄķÄÜĮ¦ÓŠ½ĻøßŅŖĒóµÄŠ”ŠĶÓ¦ÓĆ
-
“ųÓŠÓė¹ż³ĢĻą¹ŲµÄ¹¦ÄÜ
|
|
Ī÷ĆÅ×ÓCPU313C
|

|
-
“ų¼Æ³ÉŹż×ÖĮæŗĶÄ£ÄāĮæŹäČė/ Źä³öµÄ½ō“ÕŠĶCPU
-
Āś×ć¶Ō“¦ĄķÄÜĮ¦ŗĶĻģÓ¦Ź±¼äŅŖĒó½Ļøߵij”ŗĻ
-
“ųÓŠÓė¹ż³ĢĻą¹ŲµÄ¹¦ÄÜ
|
|
Ī÷ĆÅ×ÓCPU313C-2PtP
|

|
-
“ų¼Æ³ÉŹż×ÖĮæŹäČė/ Źä³öŗĶŅ»øöRS 422/485 “®æŚµÄ½ō“ÕŠĶCPU
-
Āś×擦ĄķĮæ“ó”¢ĻģÓ¦Ź±¼äøߵij”ŗĻ
-
“ųÓŠÓė¹ż³ĢĻą¹ŲµÄ¹¦ÄÜ
|
|
Ī÷ĆÅ×ÓCPU313C-2DP
|

|
-
“ų¼Æ³ÉŹż×ÖĮæŹäČė/ Źä³öŗĶPROFIBUS DP Ö÷Õ¾/ “ÓÕ¾½ÓæŚµÄ½ō“ÕŠĶCPU
-
“ųÓŠÓė¹ż³ĢĻą¹ŲµÄ¹¦ÄÜ
-
æÉŅŌĶź³É¾ßÓŠĢŲŹā¹¦ÄܵÄČĪĪń
-
æÉŅŌĮ¬½Óµ„¶ĄµÄI/O Éč±ø
|
|
Ī÷ĆÅ×ÓCPU314
|

|
-
ŹŹÓĆÓŚÖŠµČ³ĢŠņ“¦ĄķĮæµÄÓ¦ÓĆ
-
¶Ō¶ž½ųÖĘŗĶø”µćŹżŌĖĖć¾ßÓŠ½Ļøߵē¦ĄķÄÜĮ¦
|
|
Ī÷ĆÅ×ÓCPU314C-2PtP
|

|
-
“ų¼Æ³ÉŹż×ÖĮæŗĶÄ£ÄāĮæI/OŗĶŅ»øöRS 422/485“®æŚµÄ½ō“ÕŠĶCPU
-
Āś×ć¶Ō“¦ĄķÄÜĮ¦ŗĶĻģÓ¦Ź±¼äŅŖ

|
6ES7312-1AE14-0AB0
SIMATIC S7-300, CPU 312 CPU WITH MPI INTERFACE, INTEGRATED 24 V DC POWER SUPPLY 32 KBYTE WORKING MEMORY, MICRO MEMORY CARD NECESSARY
|

|
6ES7314-1AG14-0AB0
SIMATIC S7-300, CPU 314 CPU WITH MPI INTERFACE, INTEGRATED 24V DC POWER SUPPLY, 128 KBYTE WORKING MEMORY, MICRO MEMORY CARD NECESSARY
|

|
6ES7315-2AH14-0AB0
SIMATIC S7-300, CPU 315-2DP CPU WITH MPI INTERFACE INTEGRATED 24 V DC POWER SUPPLY 256 KBYTE WORKING MEMORY 2. INTERFACE DP-MASTER/SLAVE MICRO MEMORY CARD NECESSARY
|

|
6ES7315-2EH14-0AB0
SIMATIC S7-300 CPU 315-2 PN/DP£¬ÖŠŃė“¦Ąķµ„ŌŖ£¬“ųÓŠ 384 KBYTE ¹¤×÷“ę“¢Ę÷£¬1 øö MPI/DP 12MBIT/S ½ÓæŚ£¬2 øöŅŌĢ«Ķų PROFINET ½ÓæŚ£¬Ė«¶Ė»»»ś£¬ŠčŅŖĪ¢ŠĶ“ę“¢æØ
|

|
6ES7317-2AK14-0AB0
SIMATIC S7-300, CPU317-2 DP, CENTRAL PROCESSING UNIT WITH 1 MBYTE WORKING MEMORY, 1. INTERFACE MPI/DP 12MBIT/S, 2. INTERFACE DP-MASTER/SLAVE, MICRO MEMORY CARD NECESSARY
|

|
6ES7317-2EK14-0AB0
SIMATIC S7-300 CPU 317-2 PN/DP£¬ÖŠŃė“¦Ąķµ„ŌŖ£¬“ųÓŠ 1 MB ¹¤×÷“ę“¢Ę÷£¬1 øö MPI/DP 12MBIT/S ½ÓæŚ£¬2 øöŅŌĢ«Ķų PROFINET ½ÓæŚ£¬£¬ŠčŅŖĪ¢ŠĶ“ę“¢æØ
|

|
6ES7318-3EL01-0AB0
SIMATIC S7-300 CPU 319-3 PN/DP, CENTRAL PROCESSING UNIT WITH 2 MBYTE WORKING MEMORY, 1. INTERFACE MPI/DP 12MBIT/S, 2. INTERFACE DP-MASTER/SLAVE, 3. INTERFACE ETHERNET PROFINET, WITH 2 PORT SWITCH, MICRO MEMORY CARD NECESSARY
|

|
6ES7312-5BF04-0AB0
SIMATIC S7-300, CPU 312C COMPACT CPU WITH MPI, 10 DI/6 DO, 2 FAST COUNTERS (10 KHZ), INTEGRATED 24V DC POWER SUPPLY, 64 KBYTE WORKING MEMORY, FRONT ConNECTOR (1 X 40PIN) AND MICRO MEMORY CARD REQUIRED
|

|
6ES7313-5BG04-0AB0
SIMATIC S7-300, CPU 313C, COMPACT CPU WITH MPI, 24 DI/16 DO, 4AI, 2AO 1 PT100, 3 FAST COUNTERS (30 KHZ), INTEGRATED 24V DC POWER SUPPLY, 128 KBYTE WORKING MEMORY, FRONT ConNECTOR (2 X 40PIN) AND MICRO MEMORY CARD REQUIRED
|

|
6ES7313-6BG04-0AB0
SIMATIC S7-300, CPU 313C-2 PTP COMPACT CPU WITH MPI, 16 DI/16 DO, 3 FAST COUNTERS (30 KHZ), INTEGRATED INTERFACE RS485, INTEGRATED 24V DC POWER SUPPLY, 128 KBYTE WORKING MEMORY, FRONT ConNECTOR (1 X 40PIN) AND MICRO MEMORY CARD REQUIRED
|

|
6ES7313-6CG04-0AB0
SIMATIC S7-300, CPU 313C-2DP COMPACT CPU WITH MPI, 16 DI/16 DO, 3 FAST COUNTERS (30 KHZ), INTEGRATED DP INTERFACE, INTEGRATED 24V DC POWER SUPPLY, 128 KBYTE WORKING MEMORY, FRONT ConNECTOR (1 X 40PIN) AND MICRO MEMORY CARD REQUIRED
|

|
6ES7314-6BH04-0AB0
SIMATIC S7-300, CPU 314C-2 PTP COMPACT CPU WITH MPI, 24 DI/16 DO, 4AI, 2AO, 1 PT100, 4 FAST COUNTERS (60 KHZ), INTEGRATED INTERFACE RS485, INTEGRATED 24V DC POWER SUPPLY, 192 KBYTE WORKING MEMORY, FRONT ConNECTOR (2 X 40PIN) AND MICRO MEMORY CARD REQUIRED
|

|
6ES7314-6CH04-0AB0
SIMATIC S7-300, CPU 314C-2 DP COMPACT CPU WITH MPI, 24 DI/16 DO, 4AI, 2AO, 1 PT100, 4 FAST COUNTERS (60 KHZ), INTEGRATED DP INTERFACE, INTEGRATED 24V DC POWER SUPPLY, 192 KBYTE WORKING MEMORY, FRONT ConNECTOR (2 X 40PIN) AND MICRO MEMORY CARD REQUIRED
|

|
6ES7314-6EH04-0AB0
SIMATIC S7-300, CPU 314C-2PN/DP COMPACT CPU WITH 192 KBYTE WORKING MEMORY, 24 DI/16 DO, 4AI, 2AO, 1 PT100, 4 FAST COUNTERS (60 KHZ), 1. INTERFACE MPI/DP 12MBIT/S, 2. INTERFACE ETHERNET PROFINET, WITH 2 PORT SWITCH, INTEGRATED 24V DC POWER SUPPLY, FRONT ConNECTOR (2 X 40PIN) AND MICRO MEMORY CARD REQUIRED
|
SIMATIC S7-300 Ģį¹©¶ąÖÖŠŌÄÜµČ¼¶µÄ CPU”£³żĮĖ±ź×¼ŠĶ CPU Ķā£¬»¹Ģį¹©½ō“ÕŠĶ CPU”£
Ķ¬Ź±»¹Ģį¹©¼¼Źõ¹¦ÄÜŠĶ CPU ŗĶ¹ŹÕĻ°²Č«ŠĶ CPU”£
ĻĀĮŠ±ź×¼ŠĶCPU æÉŅŌĢį¹©£ŗ
-
CPU 312£¬ÓĆÓŚŠ”ŠĶ¹¤³§
-
CPU 314£¬ÓĆÓŚ¶Ō³ĢŠņĮæŗĶÖøĮī“¦ĄķĖŁĀŹÓŠ¶īĶāŅŖĒóµÄ¹¤³§
-
CPU 315-2 DP£¬ÓĆÓŚ¾ßÓŠÖŠ/“ó¹ęÄ£µÄ³ĢŠņĮæŅŌ¼°Ź¹ÓĆPROFIBUS DP½ųŠŠ·Ö²¼Ź½×éĢ¬µÄ¹¤³§
-
CPU 315-2 PN/DP£¬ÓĆÓŚ¾ßÓŠÖŠ/“ó¹ęÄ£µÄ³ĢŠņĮæŅŌ¼°Ź¹ÓĆPROFIBUS DPŗĶPROFINET IO½ųŠŠ·Ö²¼Ź½×éĢ¬µÄ¹¤³§£¬ŌŚPROFInetÉĻŹµĻÖ»łÓŚ×鼞µÄ×Ō¶Æ»ÆÖŠŹµĻÖ·Ö²¼Ź½ÖĒÄÜĻµĶ³
-
CPU 317-2 DP£¬ÓĆÓŚ¾ßÓŠ“óČŻĮæ³ĢŠņĮæŅŌ¼°Ź¹ÓĆPROFIBUS DP½ųŠŠ·Ö²¼Ź½×éĢ¬µÄ¹¤³§
-
CPU 317-2 PN/DP£¬ÓĆÓŚ¾ßÓŠ“óČŻĮæ³ĢŠņĮæŅŌ¼°Ź¹ÓĆPROFIBUS DPŗĶPROFINET IO½ųŠŠ·Ö²¼Ź½×éĢ¬µÄ¹¤³§£¬ŌŚPROFInetÉĻŹµĻÖ»łÓŚ×鼞µÄ×Ō¶Æ»ÆÖŠŹµĻÖ·Ö²¼Ź½ÖĒÄÜĻµĶ³
-
CPU 319-3 PN/DP£¬ÓĆÓŚ¾ßÓŠ¼«“óČŻĮæ³ĢŠņĮæŗĪ×éĶųÄÜĮ¦ŅŌ¼°Ź¹ÓĆPROFIBUS DPŗĶPROFINET IO½ųŠŠ·Ö²¼Ź½×éĢ¬µÄ¹¤³§£¬ŌŚPROFInetÉĻŹµĻÖ»łÓŚ×鼞µÄ×Ō¶Æ»ÆÖŠŹµĻÖ·Ö²¼Ź½ÖĒÄÜĻµĶ³
ĻĀĮŠ½ō“ÕŠĶCPU æÉŅŌĢį¹©£ŗ
-
CPU 312C£¬¾ßÓŠ¼Æ³ÉŹż×ÖĮæ I/O ŅŌ¼°¼Æ³É¼ĘŹżĘ÷¹¦ÄܵĽō“ÕŠĶ CPU
-
CPU 313C£¬¾ßÓŠ¼Æ³ÉŹż×ÖĮæŗĶÄ£ÄāĮæ I/O µÄ½ō“ÕŠĶ CPU
-
CPU 313C-2 PtP£¬¾ßÓŠ¼Æ³ÉŹż×ÖĮæ I/O ”¢2øö“®æŚŗĶ¼Æ³É¼ĘŹżĘ÷¹¦ÄܵĽō“ÕŠĶ CPU
-
CPU 313C-2 DP£¬¾ßÓŠ¼Æ³ÉŹż×ÖĮæ I/O ”¢PROFIBUS DP ½ÓæŚŗĶ¼Æ³É¼ĘŹżĘ÷¹¦ÄܵĽō“ÕŠĶ CPU
-
CPU 314C-2 PtP£¬¾ßÓŠ¼Æ³ÉŹż×ÖĮæŗĶÄ£ÄāĮæ I/O ”¢2øö“®æŚŗĶ¼Æ³É¼ĘŹż”¢¶ØĪ»¹¦ÄܵĽō“ÕŠĶ CPU
-
CPU 314C-2 DP£¬¾ßÓŠ¼Æ³ÉŹż×ÖĮæŗĶÄ£ÄāĮæ I/O”¢PROFIBUS DP ½ÓæŚŗĶ¼Æ³É¼ĘŹż”¢¶ØĪ»¹¦ÄܵĽō“ÕŠĶ CPU
ĻĀĮŠ¼¼ŹõŠĶCPU æÉŅŌĢį¹©£ŗ
-
CPU 315T-2 DP£¬ÓĆÓŚŹ¹ÓĆ PROFIBUS DP½ųŠŠ·Ö²¼Ź½×éĢ¬”¢¶Ō³ĢŠņĮæÓŠÖŠ/øßŅŖĒó”¢Ķ¬Ź±ŠčŅŖ¶Ō8øöÖį½ųŠŠ³£¹ęŌĖ¶ÆæŲÖĘµÄ¹¤³§”£
-
CPU 317T-2 DP£¬ÓĆÓŚŹ¹ÓĆ PROFIBUS DP½ųŠŠ·Ö²¼Ź½×éĢ¬”¢¶Ō³ĢŠņĮæÓŠøßŅŖĒó”¢ÓÖ±ŲŠėĶ¬Ź±Äܹ»“¦ĄķŌĖ¶ÆæŲÖĘČĪĪńµÄ¹¤³§
ĻĀĮŠ¹ŹÕĻ°²Č«ŠĶCPU æÉŅŌĢį¹©£ŗ
-
CPU 315F-2 DP£¬ÓĆÓŚ²ÉÓĆ PROFIBUS DP ½ųŠŠ·Ö²¼Ź½×éĢ¬”¢¶Ō³ĢŠņĮæÓŠÖŠ/øßŅŖĒóµÄ¹ŹÕĻ°²Č«ŠĶ¹¤³§
-
CPU 315F-2 PN/DP£¬ÓĆÓŚ¾ßÓŠÖŠ/“ó¹ęÄ£µÄ³ĢŠņĮæŅŌ¼°Ź¹ÓĆPROFIBUS DPŗĶPROFINET IO½ųŠŠ·Ö²¼Ź½×éĢ¬µÄ¹¤³§£¬ŌŚPROFInetÉĻŹµĻÖ»łÓŚ×鼞µÄ×Ō¶Æ»ÆÖŠŹµĻÖ·Ö²¼Ź½ÖĒÄÜĻµĶ³
-
CPU 317F-2 DP£¬ÓĆÓŚ¾ßÓŠ“óČŻĮæ³ĢŠņĮæŅŌ¼°Ź¹ÓĆPROFIBUS DP½ųŠŠ·Ö²¼Ź½×éĢ¬µÄ¹ŹÕĻ°²Č«¹¤³§
-
CPU 317F-2 PN/DP£¬ÓĆÓŚ¾ßÓŠ“óČŻĮæ³ĢŠņĮæŅŌ¼°Ź¹ÓĆPROFIBUS DPŗĶPROFINET IO½ųŠŠ·Ö²¼Ź½×éĢ¬µÄ¹¤³§£¬ŌŚPROFInetÉĻŹµĻÖ»łÓŚ×鼞µÄ×Ō¶Æ»ÆÖŠŹµĻÖ·Ö²¼Ź½ÖĒÄÜĻµĶ³
-
CPU 319F-3 PN/DP£¬ÓĆÓŚ¾ßÓŠ“óČŻĮæ³ĢŠņĮæŅŌ¼°Ź¹ÓĆPROFIBUS DPŗĶPROFINET IO½ųŠŠ·Ö²¼Ź½×éĢ¬µÄ¹ŹÕĻ°²Č«ŠĶ¹¤³§£¬ŌŚPROFInetÉĻŹµĻÖ»łÓŚ×鼞µÄ×Ō¶Æ»ÆÖŠŹµĻÖ·Ö²¼Ź½ÖĒÄÜĻµĶ³
S7-300
-
Ä£æé»ÆĪ¢ŠĶ PLC ĻµĶ³£¬Āś×ćÖŠ”¢Š”¹ęÄ£µÄŠŌÄÜŅŖĒó
-
ø÷ÖÖŠŌÄܵÄÄ£æéæÉŅŌ·Ē³£ŗƵŲĀś×ćŗĶŹŹÓ¦×Ō¶Æ»ÆæŲÖĘČĪĪń
-
¼ņµ„ŹµÓĆµÄ·Ö²¼Ź½½į¹¹ŗĶ¶ą½ēĆęĶųĀēÄÜĮ¦£¬Ó¦ÓĆŹ®·ÖĮé»ī
-
²Ł×÷·½±ć£¬Éč¼Ę¼ņµ„£¬²»ŗ¬·ēÉČ
-
ČĪĪńŌö¼ÓŹ±æÉĖ³ĄūĄ©Õ¹
-
“óĮæµÄ¼Æ³É¹¦ÄÜ£¬Ź¹Ėü¹¦ÄÜ·Ē³£Ēæ¾¢
S7-300F
-
¹ŹÕĻ°²Č«ŠĶ×Ō¶Æ»ÆĻµĶ³£¬æÉĀś×ć¹¤³§ČÕŅęŌö¼ÓµÄ°²Č«ŠčĒó
-
»łÓŚ S7-300
-
æÉĮ¬½ÓÅäÓŠ°²Č«ŠĶÄ£æéµÄø½¼Ó ET 200S ŗĶ ET 200M ·Ö²¼Ź½ I/O Õ¾
-
Ķعż²ÉÓĆ PROFIsafe ŠŠ¹ęµÄ PROFIBUS DP ½ųŠŠ°²Č«Ļą¹ŲĶØŠÅ
-
±ź×¼Ä£æéĮķĶāŅ²æÉÓĆÓŚ·Ē°²Č«Ļą¹ŲÓ¦ÓĆ
S7-300
SIMATIC S7-300 ŹĒÄ£æé»ÆµÄĪ¢ŠĶ PLC ĻµĶ³£¬æÉĀś×ćÖŠ”¢µĶ¶ĖµÄŠŌÄÜŅŖĒó”£
Ä£æé»Æ”¢ĪŽ·ēÉČÉč¼Ę”¢Ņ×ÓŚŹµĻÖ·Ö²¼Ź½½į¹¹ŅŌ¼°·½±ćµÄ²Ł×÷,Ź¹µĆ SIMATIC S7-300 ³ÉĪŖÖŠ”¢µĶ¶ĖÓ¦ÓĆÖŠø÷ÖÖ²»Ķ¬ČĪĪńµÄ¾¼Ć”¢ÓĆ»§ÓŃŗĆµÄ½ā¾ö·½°ø”£
SIMATIC S7-300 µÄÓ¦ÓĆĮģÓņ°üĄØ£ŗ
-
ĢŲŹā»śŠµ£¬
-
·ÄÖÆ»śŠµ£¬
-
°ü×°»śŠµ£¬
-
Ņ»°ć»śŠµÉč±øÖĘŌģ£¬
-
æŲÖĘĘ÷ÖĘŌģ£¬
-
»ś“²ÖĘŌģ£¬
-
°²×°ĻµĶ³£¬
-
µēĘųÓėµē×Ó¹¤Ņµ¼°Ļą¹Ų²śŅµ”£
¶ąÖÖŠŌÄÜµČ¼¶µÄ CPU£¬¾ßÓŠÓĆ»§ÓŃŗĆ¹¦ÄܵÄČ«ĻµĮŠÄ£æ飬æÉŌŹŠķÓĆ»§øł¾Ż²»Ķ¬µÄÓ¦ÓĆєȔĻąÓ¦Ä£æ锣ČĪĪńĄ©Õ¹Ź±£¬æÉĶعżŹ¹ÓĆø½¼ÓÄ£æéĖꏱ¶ŌæŲÖĘĘ÷½ųŠŠÉż¼¶”£
SIMATIC S7-300 ŹĒŅ»øöĶØÓƵÄæŲÖĘĘ÷£ŗ
-
¾ßÓŠøßµē“żęČŻŠŌŗĶæ¹ÕšŠŌ£¬æÉ**ĻŽ¶ČµŲÓĆÓŚ¹¤ŅµĮģÓņ”£
S7-300F
SIMATIC S7-300F ¹ŹÕĻ°²Č«×Ō¶Æ»ÆĻµĶ³æÉŹ¹ÓĆŌŚ¶Ō°²Č«ŅŖĒó½ĻøßµÄÉč±øÖŠ”£ĘäæɶŌĮ¢¼“Ķ£³µ¹ż³Ģ½ųŠŠæŲÖĘ£¬Ņņ“Ė²»»į¶ŌČĖÉķ”¢»·¾³Ōģ³ÉĖšŗ¦”£
S7-300F Āś×ćĻĀĮŠ°²Č«ŅŖĒó£ŗ
-
ŅŖĒóµČ¼¶ AK 1 - AK 6 ·ūŗĻ DIN V 19250/DIN V VDE 0801
-
°²Č«ŅŖĒóµČ¼¶ SIL 1 - SIL 3 ·ūŗĻ IEC 61508
-
Ąą±š 1 - 4 ·ūŗĻ EN 954-1
ĮķĶā£¬±ź×¼Ä£æ黹æÉÓĆŌŚ S7-300F ¼°¹ŹÕĻ°²Č«Ä£æéÖŠ”£Ņņ“ĖĖüæÉŅŌ““½ØŅ»øöČ«¼Æ³ÉµÄæŲÖĘĻµĶ³£¬ŌŚ·Ē°²Č«Ļą¹ŲŗĶ°²Č«Ļą¹ŲČĪĪń¹²“ęµÄ¹¤³§ÖŠŹ¹ÓĆ”£Ź¹ÓĆĻąĶ¬µÄ±ź×¼¹¤¾ß¶ŌÕūøö¹¤³§½ųŠŠ×éĢ¬ŗĶ±ą³Ģ”£
S7-300
Ņ»°ć²½Öč
S7-300×Ō¶Æ»ÆĻµĶ³²ÉÓĆÄ£æé»ÆÉč¼Ę”£ĖüÓµÓŠ·įø»µÄÄ£æ飬ĒŅÕāŠ©Ä£æé¾łæÉŅŌ¶ĄĮ¢µŲ×éŗĻŹ¹ÓĆ”£
Ņ»øöĻµĶ³°üŗ¬ĻĀĮŠ×鼞£ŗ
-
CPU£ŗ
²»Ķ¬µÄ CPU æÉÓĆÓŚ²»Ķ¬µÄŠŌÄÜ·¶Ī§£¬°üĄØ¾ßÓŠ¼Æ³É I/O ŗĶ¶ŌÓ¦¹¦ÄÜµÄ CPU ŅŌ¼°¾ßÓŠ¼Æ³É PROFIBUS DP”¢PROFINET ŗĶµć¶Ōµć½ÓæŚµÄ CPU”£
-
ÓĆÓŚŹż×ÖĮæŗĶÄ£ÄāĮæŹäČė/Źä³öµÄŠÅŗÅÄ£æé (SM)”£
-
ÓĆÓŚĮ¬½Ó×ÜĻßŗĶµć¶ŌµćĮ¬½ÓµÄĶØŠÅ“¦ĄķĘ÷ (CP)”£
-
ÓĆÓŚøßĖŁ¼ĘŹż”¢¶ØĪ»£ØæŖ»·/±Õ»·£©¼° PID æŲÖĘµÄ¹¦ÄÜÄ£æé£ØFM£©”£
øł¾ŻŅŖĒó£¬Ņ²æÉŹ¹ÓĆĻĀĮŠÄ£æé£ŗ
-
ÓĆÓŚ½« SIMATIC S7-300 Į¬½Óµ½ 120/230 V AC µēŌ“µÄøŗŌŲµēŌ“Ä£æé(PS)”£
-
½ÓæŚÄ£æé (IM)£¬ÓĆÓŚ¶ą²ćÅäÖĆŹ±Į¬½ÓÖŠŃėæŲÖĘĘ÷ (CC) ŗĶĄ©Õ¹×°ÖĆ (EU)”£
Ķعż·Ö²¼Ź½ÖŠŃėæŲÖĘĘ÷ (CC) ŗĶ 3 øöĄ©Õ¹×°ÖĆ (EU)£¬SIMATIC S7-300 æÉŅŌ²Ł×÷¶ą“ļ 32 øöÄ£æ锣ĖłÓŠÄ£æé¾łŌŚĶāæĒÖŠŌĖŠŠ£¬²¢ĒŅĪŽŠč·ēÉČ”£
-
SIPLUS Ä£æéæÉÓĆÓŚĄ©Õ¹µÄ»·¾³Ģõ¼ž£ŗ
ŹŹÓĆÓŚ -25 ÖĮ +60”ę µÄĪĀ¶Č·¶Ī§¼°øߏŖ¶Č”¢½įĀ¶ŅŌ¼°ÓŠĪķµÄ»·¾³Ģõ¼ž”£·ĄÖ±½ÓČÕɹ”¢ÓźĮÜ»ņĖ®½¦£¬ŌŚ·Ą»¤µČ¼¶ĪŖ IP20 »ś¹ńÄŚŹ¹ÓĆŹ±£¬æÉÖ±½ÓŌŚĘū³µ»ņŹŅĶā½ØÖžŹ¹ÓĆ”£²»ŠčŅŖæÕĘųµ÷½ŚµÄ»ś¹ńŗĶ IP65 ĶāæĒ”£
Éč¼Ę
¼ņµ„µÄ½į¹¹Ź¹µĆ S7-300 Ź¹ÓĆĮé»īĒŅŅ×ÓŚĪ¬»¤£ŗ
-
°²×°Ä£æé£ŗ
Ö»Šč¼ņµ„µŲ½«Ä£æé¹ŅŌŚ°²×°µ¼¹ģÉĻ£¬×Ŗ¶Æµ½Ī»Č»ŗóĖų½ōĀŻ¶¤”£
-
¼Æ³ÉµÄ±³°å×ÜĻߣŗ
±³°å×ÜĻ߼Ƴɵ½Ä£æéĄļ”£Ä£æéĶعż×ÜĻßĮ¬½ÓĘ÷ĻąĮ¬£¬×ÜĻßĮ¬½ÓĘ÷²åŌŚĶāæĒµÄ±³Ćę”£
-
Ä£æé²ÉÓĆ»śŠµ±ąĀė£¬øü»»¼«ĪŖČŻŅ×£ŗ
øü»»Ä£æ鏱£¬±ŲŠėÅ”ĻĀÄ£æéµÄ¹Ģ¶ØĀŻ¶¤”£°“ĻĀ±ÕĖų»ś¹¹£¬æÉĒįĖÉ°ĪĻĀĒ°Į¬½ÓĘ÷”£Ē°Į¬½ÓĘ÷ÉĻµÄ±ąĀė×°ÖĆ·ĄÖ¹½«ŅŃ½ÓĻßµÄĮ¬½ÓĘ÷“ķ²åµ½ĘäĖūµÄÄ£æéÉĻ”£
-
ĻÖ³”Ö¤Ć÷æÉææµÄĮ¬½Ó£ŗ
¶ŌÓŚŠÅŗÅÄ£æ飬æÉŅŌŹ¹ÓĆĀŻ¶¤ŠĶ”¢µÆ»ÉŠĶ»ņ¾ųŌµ“ĢĘĘŠĶĒ°Į¬½ÓĘ÷”£
-
TOP Į¬½Ó£ŗ
ĪŖ²ÉÓĆĀŻ¶¤ŠĶ½ÓĻ߶Ė×Ó»ņµÆ»ÉŠĶ½ÓĻ߶Ė×ÓĮ¬½ÓµÄ 1 Ļß - 3 ĻßĮ¬½ÓĻµĶ³Ģį¹©Ō¤×é×°½ÓĻßĮķĶā»¹æÉÖ±½ÓŌŚŠÅŗÅÄ£æéÉĻ½ÓĻß”£
-
¹ę¶ØµÄ°²×°Éī¶Č£ŗ
ĖłÓŠµÄĮ¬½ÓŗĶĮ¬½ÓĘ÷¶¼ŌŚÄ£æéÉĻµÄ°¼²ŪÄŚ£¬²¢ÓŠĒ°øĒ±£»¤”£Ņņ“Ė£¬ĖłÓŠÄ£æéÓ¦ÓŠĆ÷Č·µÄ°²×°Éī¶Č”£
-
ĪŽ²å²Ū¹ęŌņ:
ŠÅŗÅÄ£æéŗĶĶØŠÅ“¦ĄķĘ÷æÉŅŌ²»ŹÜĻŽÖʵŲŅŌČĪŗĪ·½Ź½Į¬½Ó”£ĻµĶ³æÉ×ŌŠŠ×éĢ¬”£
Ą©Õ¹
ČōÓĆ»§µÄ×Ō¶Æ»ÆČĪĪńŠčŅŖ 8 øöŅŌÉĻµÄ SM”¢FM »ņ CP Ä£æé²å²ŪŹ±£¬ŌņæɶŌ S7-300£Ø³ż CPU 312 ŗĶ CPU 312C Ķā£©½ųŠŠĄ©Õ¹£ŗ
-
ÖŠŃėæŲÖĘĘ÷ŗĶ3øöĄ©Õ¹»ś¼Ü**¶ąæÉĮ¬½Ó32øöÄ£æé£ŗ
×ܹ²æɽ« 3 øöĄ©Õ¹×°ÖĆ£ØEU£©Į¬½Óµ½ÖŠŃėæŲÖĘĘ÷£ØCC£©”£Ćæøö CC/EU æÉŅŌĮ¬½Ó°ĖøöÄ£æ锣
-
Ķعż½ÓæŚÄ£°åĮ¬½Ó£ŗ
Ćæøö CC / EU ¶¼ÓŠ×Ō¼ŗµÄ½ÓæŚÄ£æ锣ŌŚÖŠŃėæŲÖĘĘ÷ÉĻĖü×ÜŹĒ±»²åŌŚ CPU ÅŌ±ßµÄ²å²ŪÖŠ£¬²¢×Ō¶Æ“¦ĄķÓėĄ©Õ¹×°ÖƵÄĶØŠÅ”£
-
Ķعż IM 365 Ą©Õ¹£ŗ
1 øöĄ©Õ¹×°ÖĆ**Ō¶Ą©Õ¹¾ąĄėĪŖ 1 Ć×£»µēŌ“µēŃ¹Ņ²ĶعżĄ©Õ¹×°ÖĆĢį¹©”£
-
Ķعż IM 360/361 Ą©Õ¹£ŗ
3 øöĄ©Õ¹×°ÖĆ£¬ CC Óė EU Ö®¼äŅŌ¼° EU Óė EU Ö®¼äµÄ**Ō¶¾ąĄėĪŖ 10m”£
-
µ„¶Ą°²×°£ŗ
¶ŌÓŚµ„¶ĄµÄ CC/EU£¬Ņ²Äܹ»ŅŌøüŌ¶µÄ¾ąĄė°²×°”£Į½øöĻąĮŚ CC/EU »ņ EU/EU Ö®¼äµÄ¾ąĄė£ŗ³¤“ļ 10m”£
-
Įé»īµÄ°²×°Ń”Ļī£ŗ
CC/EU ¼ČæÉŅŌĖ®Ę½°²×°£¬Ņ²æÉŅŌ“¹Ö±°²×°”£ÕāŃłæÉŅŌ**ĻŽ¶ČĀś×ćæÕ¼äŅŖĒó”£
ĶØŠÅ
S7-300 ¾ßÓŠ²»Ķ¬µÄĶ؊ŽÓæŚ£ŗ
-
Į¬½Ó AS-Interface”¢PROFIBUS ŗĶ PROFINET/¹¤ŅµŅŌĢ«Ķų×ÜĻßĻµĶ³µÄĶØŠÅ“¦ĄķĘ÷”£
-
ÓĆÓŚµćµ½µćĮ¬½ÓµÄĶØŠÅ“¦ĄķĘ÷
-
¶ąµć½ÓæŚ (MPI), ¼Æ³ÉŌŚ CPU ÖŠ£»
ŹĒŅ»ÖÖ¾¼ĆÓŠŠ§µÄ·½°ø£¬æÉŅŌĶ¬Ź±Į¬½Ó±ą³ĢĘ÷/PC”¢ČĖ»ś½ēĆęĻµĶ³ŗĶĘäĖüµÄ SIMATIC S7/C7 ×Ō¶Æ»ÆĻµĶ³”£
PROFIBUS DP½ųŠŠ¹ż³ĢĶØŠÅ
SIMATIC S7-300 ĶعżĶØŠÅ“¦ĄķĘ÷»ņĶعżÅä±ø¼Æ³É PROFIBUS DP ½ÓæŚµÄ CPU Į¬½Óµ½ PROFIBUS DP ×ÜĻßĻµĶ³”£Ķعż“ųÓŠ PROFIBUS DP Ö÷Õ¾/“ÓÕ¾½ÓæŚµÄ CPU,æɹ¹½ØŅ»øöøßĖŁµÄ·Ö²¼Ź½×Ō¶Æ»ÆĻµĶ³£¬²¢ĒŅŹ¹µĆ²Ł×÷“ó“ó¼ņ»Æ”£
“ÓÓĆ»§µÄ½Ē¶ČĄ“æ“£¬PROFIBUS DP ÉĻµÄ·Ö²¼Ź½I/O“¦ĄķÓė¼ÆÖŠŹ½I/O“¦ĄķƻӊĒų±š£ØĻąĶ¬µÄ×éĢ¬£¬±ąÖ·¼°±ą³Ģ£©”£
ŅŌĻĀÉč±øæÉ×÷ĪŖÖ÷Õ¾Į¬½Ó£ŗ
-
SIMATIC S7-300
£ØĶعż“ų PROFIBUS DP ½ÓæŚµÄ CPU »ņ PROFIBUS DP CP£©
-
SIMATIC S7-400
£ØĶعż“ų PROFIBUS DP ½ÓæŚµÄ CPU »ņ PROFIBUS DP CP£©
-
SIMATIC C7
£ØĶعż“ų PROFIBUS DP ½ÓæŚµÄ C7 »ņ PROFIBUS DP CP£©
-
SIMATIC S5-115U/H”¢S5-135U ŗĶ S5-155U/H£¬“ųIM 308
-
SIMATIC 505
³öÓŚŠŌÄÜŌŅņ£¬ĆæĢõĻßĀ·ÉĻĮ¬½ÓµÄÖ÷Õ¾²»µĆ³¬¹ż 2 øö”£
ŅŌĻĀÉč±øæÉ×÷ĪŖ“ÓÕ¾Į¬½Ó£ŗ
-
ET 200 ·Ö²¼Ź½ I/O Éč±ø
-
S7-300£¬Ķعż CP 342-5
-
CPU 313C-2 DP, CPU 314C-2 DP, CPU 314C-2 PN/DP, CPU 315-2 DP, CPU 315-2 PN/DP, CPU 317-2 DP, CPU 317-2 PN/DP and CPU 319-3 PN/DP
-
C7-633/P DP, C7-633 DP, C7-634/P DP, C7-634 DP, C7-626 DP, C7-635, C7-636
-
ĻÖ³”Éč±ø
ĖäČ»“ųÓŠ STEP 7 µÄ±ą³ĢĘ÷/PC »ņ OP ŹĒ×ÜĻßÉĻµÄÖ÷Õ¾£¬µ«ŹĒÖ»Ź¹ÓĆ MPI ¹¦ÄÜ£¬ĮķĶāĶعż PROFIBUS DP Ņ²æɲæ·ÖĢį¹© OP ¹¦ÄÜ”£
Ķعż PROFINET IO ½ųŠŠ¹ż³ĢĶØŠÅ
SIMATIC S7-300 ĶعżĶØŠÅ“¦ĄķĘ÷»ņĶعżÅä±ø¼Æ³É PROFINET ½ÓæŚµÄ CPU Į¬½Óµ½ PROFINET IO ×ÜĻßĻµĶ³”£Ķعż“ųÓŠ PROFIBUS ½ÓæŚµÄ CPU,æɹ¹½ØŅ»øöøßĖŁµÄ·Ö²¼Ź½×Ō¶Æ»ÆĻµĶ³£¬²¢ĒŅŹ¹µĆ²Ł×÷“ó“ó¼ņ»Æ”£
“ÓÓĆ»§µÄ½Ē¶ČĄ“æ“£¬PROFINET IO ÉĻµÄ·Ö²¼Ź½I/O“¦ĄķÓė¼ÆÖŠŹ½I/O“¦ĄķƻӊĒų±š£ØĻąĶ¬µÄ×éĢ¬£¬±ąÖ·¼°±ą³Ģ£©”£
æɽ«ĻĀĮŠÉč±ø×÷ĪŖ IO æŲÖĘĘ÷½ųŠŠĮ¬½Ó£ŗ
-
SIMATIC S7-300
£ØŹ¹ÓĆÅä±ø PROFINET ½ÓæŚ»ņ PROFINET CP µÄ CPU£©
-
SIMATIC ET 200
£ØŹ¹ÓĆÅä±ø PROFINET ½ÓæŚµÄ CPU£©
-
SIMATIC S7-400
£ØŹ¹ÓĆÅä±ø PROFINET ½ÓæŚ»ņ PROFINET CP µÄ CPU£©
æɽ«ĻĀĮŠÉč±ø×÷ĪŖ IO Éč±ø½ųŠŠĮ¬½Ó£ŗ
-
ET 200 ·Ö²¼Ź½ I/O Éč±ø
-
ET 200S IM151-8 PN/DP CPU, ET 200pro IM154-8 PN/DP CPU
-
SIMATIC S7-300
£ØŹ¹ÓĆÅä±ø PROFINET ½ÓæŚ»ņ PROFINET CP µÄ CPU£©
-
ĻÖ³”Éč±ø
Ķعż AS-Interface ½ųŠŠ¹ż³ĢĶØŠÅ
S7-300 ĖłÅä±øµÄĶØŠÅ“¦ĄķĘ÷ (CP 342-2) ŹŹÓĆÓŚĶعż AS-Interface ×ÜĻßĮ¬½ÓĻÖ³”Éč±ø£ØAS-Interface “ÓÕ¾£©”£
øü¶ąŠÅĻ¢£¬Ēė²Ī¼ūĶØŠÅ“¦ĄķĘ÷”£
Ķعż CP »ņ¼Æ³É½ÓæŚ£Øµć¶Ōµć£©½ųŠŠŹż¾ŻĶØŠÅ
Ķعż CP 340/CP 341 ĶØŠÅ“¦ĄķĘ÷»ņ CPU 313C-2 PtP »ņ CPU 314C-2 PtP µÄ¼Æ³É½ÓæŚ£¬æɾ¼ĆÓŠŠ§µŲ½ØĮ¢µćµ½µćĮ¬½Ó”£ÓŠČżÖÖĪļĄķ“«Źä½éÖŹÖ§³Ö²»Ķ¬µÄĶØŠÅŠŅé£ŗ
-
20 mA (TTY)£Ø½ö CP 340/CP 341£©
-
RS 232C/V.24£Ø½ö CP 340/CP 341£©
-
RS 422/RS 485
æÉŅŌĮ¬½ÓŅŌĻĀÉč±ø£ŗ
-
SIMATIC S7”¢SIMATIC S5 ×Ō¶Æ»ÆĻµĶ³ŗĶĘäĖū¹«Ė¾µÄĻµĶ³
-
“ņÓ”»ś
-
»śĘ÷ČĖæŲÖĘ
-
ÉØĆčĘ÷£¬ĢõĀėŌĶĮĘ÷£¬µČ
ĢŲŹā¹¦ÄÜæé°üĄØŌŚĶ؊Ź¦ÄÜŹÖ²įµÄ¹©»õ·¶Ī§Ö®ÄŚ”£
Ź¹Óƶąµć½ÓæŚ (MPI) ½ųŠŠŹż¾ŻĶØŠÅ
MPI£Ø¶ąµć½ÓæŚ£©ŹĒ¼Æ³ÉŌŚ SIMATIC S7-300 CPU ÉĻµÄĶ؊ŽÓæŚ”£ĖüæÉÓĆÓŚ¼ņµ„µÄĶųĀēČĪĪń”£
-
MPI æÉŅŌĶ¬Ź±Į¬½Ó¶ąøöÅäÓŠ STEP 7 µÄ±ą³ĢĘ÷/PC”¢HMI ĻµĶ³£ØOP/OS£©”¢S7-300 ŗĶ S7-400”£
-
Č«¾ÖŹż¾Ż£ŗ
”°Č«¾ÖŹż¾ŻĶØŠÅ”±·žĪńæÉŅŌŌŚĮŖĶųµÄ CPU ¼äÖÜĘŚŠŌµŲ½ųŠŠŹż¾Ż½»»»”£ Ņ»øö S7-300 CPU æÉÓė¶ą“ļ 4 øöŹż¾Ż°ü½»»»Źż¾Ż£¬ĆæøöŹż¾Ż°üŗ¬ÓŠ 22 ×Ö½ŚŹż¾Ż£¬æÉĶ¬Ź±ÓŠ 16 øö CPU ²ĪÓėŹż¾Ż½»»»£ØŹ¹ÓĆ STEP 7 V4.x£©”£
ĄżČē£¬æÉŅŌŌŹŠķŅ»øö CPU ·ĆĪŹĮķŅ»øö CPU µÄŹäČė/Źä³ö”£Ö»æÉĶعż MPI ½ÓæŚ½ųŠŠČ«¾ÖŹż¾ŻĶØŠÅ”£
-
ÄŚ²æĶØŠÅ×ÜĻß(C-bus)£ŗ
CPU µÄ MPI Ö±½ÓĮ¬½Óµ½ S7-300 µÄ C ×ÜĻß”£Ņņ“Ė£¬æÉŅŌĶعż MPI “Ó±ą³ĢĘ÷Ö±½ÓÕŅµ½Óė C ×ÜĻßĮ¬½ÓµÄ FM/CP Ä£æéµÄµŲÖ·”£
-
¹¦ÄÜĒæ“óµÄĶ؊ż¼Źõ£ŗ
-
¶ą“ļ 32 øö MPI ½Śµć”£
-
Ź¹ÓĆ SIMATIC S7-300/-400 µÄ S7 »ł±¾Ķ؊ŵÄĆæøö CPU ÓŠ¶ąøöĶ؊ŽÓæŚ”£
-
Ź¹ÓƱą³ĢĘ÷/PC”¢SIMATIC HMI ĻµĶ³ŗĶ SIMATIC S7-300/400 µÄ S7 Ķ؊ŵÄĆæøö CPU ÓŠ¶ąøöĶ؊ŽÓæŚ”£
-
Źż¾Ż“«ŹäĖŁĀŹ 187.5 kbit/s »ņ 12 Mbit/s
-
Įé»īµÄ×éĢ¬Ń”Ļī£ŗ
æÉææµÄ×鼞ÓĆÓŚ½ØĮ¢ MPI ĶØŠÅ£ŗ PROFIBUS ŗĶ”°·Ö²¼Ź½ I/O”±ĻµĮŠµÄ×ÜĻßµēĄĀ”¢×ÜĻßĮ¬½ÓĘ÷ŗĶ RS 485 ÖŠ¼ĢĘ÷”£Ź¹ÓĆÕāŠ©×鼞£¬æÉŅŌøł¾ŻŠčĒóŹµĻÖÉč¼ĘµÄ**»Æµ÷Õū”£ĄżČē£¬ČĪŅāĮ½øöMPI½ŚµćÖ®¼ä**¶ąæÉŅŌæŖĘō10øöÖŠ¼ĢĘ÷£¬ŅŌĒŽÓøü“óµÄ¾ąĄė”£
Ķعż CP ½ųŠŠŹż¾ŻĶØŠÅ
SIMATIC S7-300 Ķعż CP 342 ŗĶ CP 343 ĶØŠÅ“¦ĄķĘ÷æÉŅŌĮ¬½Óµ½ PROFIBUS ŗĶ¹¤ŅµŅŌĢ«Ķų×ÜĻßĻµĶ³”£
æÉŅŌĮ¬½ÓŅŌĻĀÉč±ø£ŗ
-
SIMATIC S7-300
-
SIMATIC S7-400
-
SIMATIC S5-115U/H”¢S5-135U ŗĶ S5-155U/H
-
±ą³ĢĘ÷
-
PC »ś
-
SIMATIC HMI ČĖ»ś½ēĆęĻµĶ³
-
ŹżæŲ×°ÖĆ
-
»śĘ÷ČĖæŲÖĘ
-
¹¤ŅµPC
-
Ēż¶ÆæŲÖĘĘ÷
-
ĘäĖü³§ÉĢÉč±ø
S7-300F
S7-300F Äܹ»ŅŌĮ½ÖÖ I/O Éč¼ĘµÄ·½Ź½ŌĖŠŠ£ŗ
-
ET 200M ÖŠµÄ I/O Éč¼Ę£ŗ
¹ŹÕĻ°²Č«Źż×ÖĮæ/Ä£ÄāĮæŹäČėŗĶŹä³öÄ£æéÓĆÓŚ¼ÆÖŠŹ½»ņ·Ö²¼Ź½Ó¦ÓĆ£ØCat.4/SIL3 Ö»ÄÜÓėøōĄėÄ£æéŅ»ĘšŹ¹ÓĆ£©
-
ET 200S PROFIsafe ÖŠµÄ I/O Éč¼Ę£ŗ
¹ŹÕĻ°²Č«Źż×ÖĮæŹäČėŗĶŹä³öÄ£æéæÉÓĆÓŚ·Ö²¼Ź½Ó¦ÓĆ
Ī÷ĆÅ×Ó±äʵĘ÷6SE6430-2UD31-5CA0
-
»ęÖĘø÷ÖÖµēĀ·Ķ¼
»ęÖĘø÷ÖÖµēĀ·µÄÄæµÄ£¬ŹĒ°ŃĻµĶ³µÄŹäČėŹä³öĖłÉč¼ĘµÄµŲÖ·ŗĶĆū³ĘĮŖĻµĘšĄ“”£ÕāŹĒŗܹŲ¼üµÄŅ»²½”£ŌŚ»ęÖĘ PLC µÄŹäČėµēĀ·Ź±£¬²»½öŅŖæ¼ĀĒµ½ŠÅŗŵÄĮ¬½ÓµćŹĒ·ńÓėĆüĆūŅ»ÖĀ£¬»¹ŅŖæ¼ĀĒµ½ŹäČė¶ĖµÄµēŃ¹ŗĶµēĮ÷ŹĒ·ńŗĻŹŹ£¬Ņ²ŅŖæ¼ĀĒµ½ŌŚĢŲŹāĢõ¼žĻĀŌĖŠŠµÄæÉææŠŌÓėĪȶØĢõ¼žµČĪŹĢā”£ĢŲ±šŅŖæ¼ĀĒµ½ÄÜ·ń°ŃøßŃ¹Ņżµ¼µ½ PLC µÄŹäČė¶Ė£¬°ŃøßŃ¹ŅżČė PLC ŹäČė¶Ė£¬»į¶Ō PLC Ōģ³É±Č½Ļ“óµÄÉĖŗ¦”£ŌŚ»ęÖĘ PLC µÄŹä³öµēĀ·Ź±£¬²»½öŅŖæ¼ĀĒµ½Źä³öŠÅŗŵÄĮ¬½ÓµćŹĒ·ńÓėĆüĆūŅ»ÖĀ£¬»¹ŅŖæ¼ĀĒµ½ PLC Źä³öÄ£æéµÄ“ųøŗŌŲÄÜĮ¦ŗĶÄĶµēŃ¹ÄÜĮ¦”£“ĖĶā£¬»¹ŅŖæ¼ĀĒµ½µēŌ“µÄŹä³ö¹¦ĀŹŗĶ¼«ŠŌĪŹĢā”£ŌŚÕūøöµēĀ·µÄ»ęÖĘÖŠ£¬»¹ŅŖæ¼ĀĒÉč¼ĘµÄŌŌņŬĮ¦ĢįøßĘäĪČ¶ØŠŌŗĶæÉææŠŌ”£ĖäČ»ÓĆ PLC ½ųŠŠæŲÖĘ·½±ć”¢Įé»ī”£µ«ŹĒŌŚµēĀ·µÄÉč¼ĘÉĻČŌČ»ŠčŅŖ½÷É÷”¢Č«Ćę”£Ņņ“Ė£¬ŌŚ»ęÖʵēĀ·Ķ¼Ź±ŅŖæ¼ĀĒÖÜČ«£¬ŗĪ“¦øĆ×°°“Å„£¬ŗĪ“¦øĆ×°æŖ¹Ų£¬¶¼ŅŖŅ»Ėæ²»¹¶”£
4. ±ąÖĘ PLC ³ĢŠņ²¢½ųŠŠÄ£Äāµ÷ŹŌ
ŌŚ»ęÖĘĶźµēĀ·Ķ¼Ö®ŗ󣬾ĶæÉŅŌ×ÅŹÖ±ąÖĘ PLC ³ĢŠņĮĖ”£µ±Č»æÉŅŌÓĆÉĻŹö·½·Ø±ą³Ģ”£ŌŚ±ą³ĢŹ±£¬³żĮĖŅŖ×¢Ņā³ĢŠņŅŖÕżČ·”¢æÉææÖ®Ķā£¬»¹ŅŖæ¼ĀĒ³ĢŠņŅŖ¼ņ½Ż”¢Ź”Ź±”¢±ćÓŚŌĶĮ”¢±ćÓŚŠŽøÄ”£±ąŗĆŅ»øö³ĢŠņæéŅŖ½ųŠŠÄ£ÄāŹµŃ飬ÕāŃł±ćÓŚ²éÕŅĪŹĢā£¬±ćÓŚ¼°Ź±ŠŽøÄ£¬**²»ŅŖÕūøö³ĢŠņĶź³ÉŗóŅ»ĘšĖć×ÜÕŹ”£
5. ÖĘ×÷æŲÖĘĢØÓėæŲÖĘ¹ń
ŌŚ»ęÖĘĶźµēĘ÷”¢±ąĶź³ĢŠņÖ®ŗ󣬾ĶæÉŅŌÖĘ×÷æŲÖĘĢØŗĶæŲÖĘ¹ńĮĖ”£ŌŚŹ±¼ä½ōÕÅµÄŹ±ŗņ£¬ÕāĻī¹¤×÷Ņ²æÉŅŌŗĶ±ąÖĘ³ĢŠņ²¢ĮŠ½ųŠŠ”£ŌŚÖĘ×÷æŲÖĘĢØŗĶæŲÖĘ¹ńµÄŹ±ŗņŅŖ×¢ŅāŃ”ŌńæŖ¹Ų”¢°“Å„”¢¼ĢµēĘ÷µČĘ÷¼žµÄÖŹĮ棬¹ęøń±ŲŠėĀś×ćŅŖĒó”£Éč±øµÄ°²×°±ŲŠė×¢Ņā°²Č«”¢æÉæ攣±ČČēĖµĘĮ±ĪĪŹĢā”¢½ÓµŲĪŹĢā”¢øßŃ¹øōĄėµČĪŹĢā±ŲŠėĶ×ÉĘ“¦Ąķ”£
6. ĻÖ³”µ÷ŹŌ
ĻÖ³”µ÷ŹŌŹĒÕūøöæŲÖĘĻµĶ³Ķź³ÉµÄÖŲŅŖ»·½Ś”£ČĪŗĪ³ĢŠņµÄÉč¼ĘŗÜÄŃĖµ²»¾¹żĻÖ³”µ÷ŹŌ¾ĶÄÜŹ¹ÓƵĔ£Ö»ÓŠĶعżĻÖ³”µ÷ŹŌ²ÅÄÜ·¢ĻÖæŲÖĘ»ŲĀ·ŗĶæŲÖĘ³ĢŠņ²»ÄÜĀś×ćĻµĶ³ŅŖĒóÖ®“¦£»Ö»ÓŠĶعżĻÖ³”µ÷ŹŌ²ÅÄÜ·¢ĻÖæŲÖʵēĀ·ŗĶæŲÖĘ³ĢŠņ·¢ÉśĆ¬¶ÜÖ®“¦£»Ö»ÓŠ½ųŠŠĻÖ³”µ÷ŹŌ²ÅÄÜ**ŗ󏵵Ų²āŹŌŗĶ**ŗóµ÷ÕūæŲÖʵēĀ·ŗĶæŲÖĘ³ĢŠņ£¬ŅŌŹŹÓ¦æŲÖĘĻµĶ³µÄŅŖĒó”£
7. ±ąŠ“¼¼ŹõĪļž²¢ĻÖ³”ŹŌŌĖŠŠ
¾¹żĻÖ³”µ÷ŹŌŅŌŗó£¬æŲÖʵēĀ·ŗĶæŲÖĘ³ĢŠņ»ł±¾±»Č·¶ØĮĖ£¬ÕūøöĻµĶ³µÄÓ²¼žŗĶČķ¼ž»ł±¾Ć»ÓŠĪŹĢāĮĖ”£ÕāŹ±¾ĶŅŖČ«ĆęÕūĮ÷¼¼ŹõĪļž£¬°üĄØÕūĄķµēĀ·Ķ¼”¢PLC ³ĢŠņ”¢Ź¹ÓĆĖµĆ÷¼°°ļÖśĪļž”£µ½“Ė¹¤×÷»ł±¾½įŹų”£
-
ÓĆ»§ČēŗĪĆę¶ŌPLCĻśŹŪŹŠ³”ÉĻ“ęŌŚµÄµĶ¼ŪĻÖĻó
Ėµµ½¼ŪøńŗĶ·žĪńµÄ»°Ģā²»µĆ²»ĢøĢøPLCµÄĻśŹŪŹŠ³”£¬PLCµÄŹŠ³”¶ąŅŌ“śĄķÉĢŗĶ·ÖĻśÉĢ¼ÓÉĻĻµĶ³¼Æ³ÉÉĢµÄÄ£Ź½ŌŚÖŠ¹śĶĘŠŠ£¬¶ųĒŅŅ²ŹĒŗܳɹ¦µÄŅ»ÖÖŹŠ³”Ä£Ź½£¬±ČČēĪ÷ĆÅ×ÓŗĶČżĮāĪŖ“ś±ķµÄĮ½¼Ņ”£“śĄķÉĢŅŌµĶÕŪæŪ¼ŪÄ£Ź½ŠŠĻśČ«¹ś£¬¶ų·ÖĻśÉĢŌņŹĒ“Ó“śĄķÉĢ“¦ÄĆ»õĄ¦°óĒųÓņ¹ŲĻµæĶ»§½ųŠŠ·ÖĻś£¬¶ųĻµĶ³¼Æ³ÉÉĢŅ²ŹĒ“Ó“śĄķÉĢ“¦ÄĆ»õ½ųŠŠĻµĶ³¼Æ³É”£¶ų²śĘ·µÄ·žĪńŹĒŅŌŗĖŠÄ“śĄķÉĢ¼¼ŹõĪŖÖ÷£¬²śĘ·³§ÉĢĪŖøØ£¬ÕāĄļµÄ¼¼Źõ·žĪń°üĄØŃ”ŠĶ”¢·½°ø”¢¼¼ŹõÖ§³ÖŗĶ¼¼Źõ·žĪń”£Ę䏵ÕāŹĒŅ»øö²»“ķµÄŹŠ³”Į“”£µ«ŅņĪŖÕāĮ½øöĘ·ÅʵÄPLC²śĘ·ŹŠ³”ŠčĒ󾎓ó£¬ĖłŅŌŌŚ·ēĘšŌĘÓæµÄŹŠ³”ÉĻŅ»Ź±¼äĆ°³öĄ“ŗܶą³¬µĶ¼ŪĪ÷ĆÅ×ÓŗĶČżĮāµÄ²śĘ·”£Ņ»°ćŗĖŠÄ“śĄķÉĢµÄ¼ŪøńÕŪæŪ¶¼²ī²»¶ą£¬ĖłŅŌĻśŹŪ¼ŪøńŗÜĶøĆ÷£¬²ī±š»ł±¾ÉĻ¾ĶŹĒ¼øŹ®ŌŖ£¬µ«ŹĒÕāŠ©µĶ¼Ū³§ÉĢĶłĶł»į±ČŗĖŠÄ“śĄķÉĢ¼ŪøńµĶ³ö°ŁŌŖŅŌÉĻ£¬Õā¾ĶČĆŗܶąĻµĶ³¼Æ³ÉÉĢ”¢·ÖĻśÉĢŅŌ¼°æĶ»§Čē»ńÖĮ±¦£¬¶ųÄĒŠ©ŅŌ¼¼ŹõŌöÖµ·žĪńĪŖŗĖŠÄµÄ“śĄķÉĢ¾Ķ»įøŠ¾õŗÜĶ“æą”£ÕāŠ©³¬µĶ¼Ū¾ĻśÉĢ£¬Ę䏵“óÖĀ·ÖĪŖŅŌĻĀČżÖÖ£ŗ
Ņ»ŹĒOEM“óæĶ»§”£
ÕāŠ©¾ĻśÉĢŹĒ“ÓÄĒŠ©¹śÄŚ“óĮæŹ¹ÓĆOEM PLCµÄĘóŅµ£¬ŅŌĻīÄæ·½Ź½½ų»õ£¬¼Ūøń·Ē³£µĶ£¬µ«ŹĒÕāÖÖ¾ĻśÉĢÓŠŅ»øöĆ÷ĻŌĢŲµć¾ĶŹĒ²śĘ·ŠĶŗŲ»Č«£¬ŅņĪŖ¹śÄŚOEMæĶ»§²¢²»ŅŖĪ÷ĆÅ×ÓČ«ĢײśĘ·”£ĖłŅŌæĶ»§ÅŠ¶ĻÕāŃłµÄ¾ĻśÉĢÖ»ŅŖ¶ąŃÆĪŹŅ»Š©²»³£ÓƵÄæؼž»ņÕßCPUĄąŠĶ£¬æ“Ņ»æ“¼Ūøń¾ĶÄÜĒ峞ĮĖ”£
¶žŹĒŗ£ĶāĖ®»õæĶ»§”£
ÕāŠ©¾ĻśÉĢĄūÓĆ¹śĶāµÄŅ»Š©·ĒÕż¹ęĒžµĄŗĶ׏Ō“£¬“Ó¹śĶāÖ±½Ó½ų»õ²¢Ė½ĻĀŌĖČė¹śÄŚ”£ÕāŠ©¾ĻśÉĢµÄ¼ŪøńŅ²ŹĒ±Č½ĻµĶµÄ£¬ĖłŅŌæĶ»§ÅŠ¶ĻÕāŃłµÄ¾ĻśÉĢµÄŹ±ŗņÖ»ŅŖĪŹŅ»ĻĀ»õĘŚ¾ĶæÉŅŌ·¢ĻÖ¹©»õŹ±¼ä±Č½Ļ³¤£¬²¢ĒŅ²»ÄÜ“óĮæ½ų»õ”£
ČżŹĒµĮ°ęæĶ»§”£
ÕāŠ©¾ĻśÉĢ±Č½ĻŗŚŠÄ£¬ŅņĪŖĻÖŌŚŹŠĆęÉĻ³ä³āĮĖŗܶą¼ęČŻĪ÷ĆÅ×ÓŗĶČżĮāplcµÄ¹śÄŚPLC²śĘ·£¬ÕāŠ©¾ĻśÉĢ¾Ķ“Ó¹śÄŚ¼ęČŻPLC³§ÉĢ½ų»õ£¬²¢Ė½ĻĀĶæøÄlogoŗĶÓ”Ė¢£¬Č»ŗó³öŹŪøųæĶ»§”£ĖłŅŌæĶ»§ÅŠ¶ĻÕāŃłµÄ¾ĻśÉĢÖ»ŅŖČĆĪ÷ĆÅ×Ó²éŅ»ĻĀ¶©»õŗÅ£¬¾ĶæÉŅŌ±ę±šÕęĪ±”£Čē¹ū¾õµĆÕāøö·½·Ø±Č½ĻĀé·³£¬Ņ²æÉŅŌÖ±½ÓŃÆĪŹ400 CPUŗĶø߶Ė“„ĆžĘĮµÄ¼Ūøń¾ĶæÉŅŌÅŠ¶Ļ³öĄ“£¬±ČČēÕā¼ŅIO»ņÕßĮ¬½ÓĘ÷µČøؼžŗܱćŅĖ£¬µ«ŹĒ400 CPUŗĶÕż¹ę“śĄķÉĢµÄ¼ŪøńŅ»ŃłÉõÖĮøß³ö£¬¶ŌĶāŠū³ĘIOæØŗĶøؼžŹĒæā“ęĖłŅŌ±ćŅĖ£¬ÕāŃł»ł±¾ÉĻŹĒ¼Ł»õ”£
ÕāČżÖÖ¾ĻśÉĢŅŌµĶ¼Ū³å»÷ŹŠ³”£¬æÉŅŌĖµÕżŌŚĀżĀżµŲČÅĀŅŅ»øöÕż¹ęµÄŹŠ³””£ŅņĪŖĻµĶ³¼Æ³ÉÉĢŗĶ·ÖĻśÉĢĪŖĮĖ×·ĒóĄūČó**»Æ£¬¶ŌµĶ¼Ū²śĘ·æĻ¶ØŹĒĒ÷Ö®ČōšĶ£¬µ«ŹĒŌŚÕāĄļŅŖĢįŠŃ“ó¼Ņ£¬ŅŌÉĻČżÖÖ¾ĻśÉĢ“ųĄ“µÄ²śĘ·»į“ęŌŚŅŌĻĀĮ½ÖÖŅž»¼£ŗ
Ņ»ŹĒÖŹ±£ĘŚ£¬ÓÉÓŚĪ÷ĆÅ×ÓĢį¹©µÄ**ÖŹ±£ĘŚŹĒ³ö³§18øöŌĀ£¬Ņ²¾ĶŹĒĖµ²śĘ·“Ó³öæāæŖŹ¼ĖćĘš£¬¾ĶæŖŹ¼¼ĘĖćÖŹ±£ĘŚ£¬ÉĻŹöĒ°Į½ÖÖ¾ĻśÉĢÓÉÓŚ¹©»õĘŚ”¢ŌĖŹäÖÜĘŚŅŌ¼°Ń¹»õÖÜĘŚĄ“¼ĘĖć£¬µ½æĶ»§ŹÖĄļÖŹ±£ĘŚ»ł±¾ÉĻŅŃ¾æģµ½ĘŚĮĖ£¬Ņ»µ©æĶ»§ŌŚĻÖ³”Ź¹ÓƵ±ÖŠ³öĻÖČĪŗĪĪŹĢā£¬½«Ć»ÓŠ³§¼Ņ“ĖøŗŌš£¬ÓŠ³„Ī¬ŠŽµ«¼Ūøńŗܹó”£**ŗóŅ»ÖÖ¾ĻśÉĢ¾Ķøü±šĢįĮĖ£¬Ņ»µ©²é³öĄ“ŹĒ·ĀĆ°µÄæؼž£¬²»µ«Ć»ÓŠÖŹ±£ĘŚ»¹ŅŖĆęĮŁ±»ĖßĖĻµÄæÉÄÜŠŌ£”ÖÖÖÖ¼£Ļń±ķĆ÷£¬ĶāĘóĘ·ÅĘæŖŹ¼“ņ»÷·ĀÖĘĘ·ŗĶĪ¬»¤×Ō¼ŗµÄ°ęČØĮĖ”£
¶žŹĒ¼¼ŹõÖ§³Ö£¬ÉĻŹöÄĒŠ©µĶ¼Ū¾ĻśÉĢ»ł±¾ÉĻ¶¼ŹĒÉĢĪńŌĖ×÷£¬Ņ²¾ĶŹĒĖµĖūĆĒÓŠæÉÄÜøł±¾²»¶®ÕāŠ©²śĘ·£¬¶ŌÓŚæĶ»§ĖūĆĒŅŖĒóÄćŠčŅŖĢį¹©¶©»õŗÅ£¬±ČČēĪ÷ĆÅ×ӵľĶŹĒ6ES7””µČµČ£¬ÕāŠ©¾ĻśÉĢÖ»»į°ŃPLCµ±×ö”°°×²Ė”±Ą“Āō£¬¶ŌÓŚŃ”ŠĶ”¢·½°ø”¢ÅäÖƶ¼ŹĒ²»ĮĖ½āµÄ£¬ĮķĶāĖūĆĒŅ²²»»įĢį¹©ČĪŗĪ¼¼ŹõÖ§³ÖŗĶ¼¼Źõ·žĪń£¬ŗܶą¼Æ³ÉÉĢŗĶ·ÖĻśÉĢ¶¼ŹĒ“ÓÕāŠ©¾ĻśÉĢ“¦²É¹ŗ²śĘ·£¬ÕŅŗĖŠÄ“śĄķÉĢ×öÅäÖĆŗĶ·½°ø£¬µ«ŹĒŅ»µ©³öĮĖČĪŗĪ¼¼ŹõĪŹĢā»ņÕߊčŅŖĻÖ³”½ā¾öµÄĪŹĢāµÄŹ±ŗņ£¬ŅņĪŖÄć²¢Ć»ÓŠ“ÓŗĖŠÄ“śĄķÉĢ“¦²É¹ŗ£¬ĖłŅŌĖūĆĒ²»»įĢį¹©¼¼ŹõÖ§³Ö£¬ĖłŅŌŗܶą×ßÕāÖÖµĶ¼Ū¾ĻśÉĢĒžµĄµÄ·ÖĻśÉĢŗĶ¼Æ³ÉÉĢŅ²»įÓŠÕāŃłµÄæą³ž”£
Õā¾ĶŹĒ“ņ¼ŪøńÕ½ÉĢ¼ŅŗĶ“ņ¼¼ŹõÕ½ÉĢ¼ŅµÄ¹²Ķ¬Õł·ęŹŠ³”µÄŅ»øöĻÖד£¬Ćę¶ŌÕāŃłµÄŹŠ³”¾ÖĆę£¬×÷ĪŖæĶ»§ÓÖøĆČēŗĪ½ųĶĖÄŲ£æĪŅ¾õµĆ×÷ĪŖæĶ»§²»ŅŖ°ŃĄūČóÖ»·ÅŌŚ²śĘ·¼ŪøńÉĻ£¬ŅņøĆ°ŃĄūČó·ÅŌŚ¼¼Źõ““ŠĀ»ņÕßÉč±øµÄŌöÖµŗ¬ĮæÖŠ£¬ÕāŅ²²ÅŹĒĘóŅµŌĖŠŠ·¢Õ¹Ö®øł±¾”£×÷ĪŖæĶ»§Ņ»Ī¶×·ĒóµĶ¼Ū“ųĄ“µÄŹĒŹ²Ć“ÄŲ£æƻӊ¼¼ŹõÖŹĮæ±£Ö¤µÄ²śĘ·£¬Ć»ÓŠÓÅĮ¼·žĪńµÄŹŪŗó£¬æÉĻė¶ųÖŖÉĢ¼ŅĮ¬ĄūČó¶¼Ń¹ĖõµĆæģƻӊĮĖ£¬ÄÄÓŠĄūČóæÕ¼äøųÄć×÷¼¼ŹõÖ§³ÖŗĶ·žĪńÄŲ£æÕāŅ²ŹĒ¹śÄŚĘóŅµŗĶ¹śĶāĘóŅµµÄ·Ö±š£¬¹śĶāĘóŅµŅ»°ćŌŚ×·ĒóČēŗĪ““ŠĀÉĻ×·ĒóĄūČ󣬶ų¹śÄŚĘóŅµ²»ÉŁŌŚĻėČēŗĪÄÜŌŚÖŚ¶ąÉč±øÖŠ·ĀŌģ¹¦ÄÜŗĶ½µµĶ¼Ūøń”£Ņ»øöÓÅŠć×ŌæŲ³§ÉĢµÄ·¢Õ¹Ö®µĄŹĒŅŌŹµĻÖĘóŅµÓė¹©Ó¦ÉĢµÄĖ«Ó®Ą“·¢Õ¹£¬“Ó“śĄķÉĢ“¦ÄƵ½ŗĆµÄ²śĘ·£¬“Ó¼¼ŹõÉĻ°ļÖś½ā¾öŗĶĶ»ĘĘÓ¦ÓĆÄŃĢā£¬Č»ŗóĢįÉż²śĘ·ŗĶĻīÄæµÄĘ·ÖŹ”¢¼Ūøń£¬Č·±£×Ō¼ŗµÄŹŠ³”µŲĪ»ŗĶĄūČó”£ĖłŅŌPLCŹŠ³”ÉĻµĶ¼ŪøńŗĶ¼¼Źõ±£ÕĻÄś»įŌõĆ“Ń”ŌńÄŲ£æ
-
æɱą³ĢæŲÖĘĘ÷µÄ¹¤×÷ŌĄķÓėŹäČėŹä³öµÄ“¦ĄķŌŌņ
ČĪŗĪŅ»ÖÖ¼ĢµēĘ÷æŲÖĘĻµĶ³ŹĒÓÉČżøö²æ·Ö×é³ÉµÄ£¬¼“ŹäČė²æ·Ö£¬Āß¼²æ·Ö£¬Źä³ö²æ·Ö£¬ĘäÖŠŹäČė²æ·ÖŹĒÖøø÷Ąą°“Å„”¢æŖ¹ŲµČ£»Āß¼²æ·ÖŹĒÖøÓÉø÷ÖÖ¼ĢµēĘ÷¼°Ęä“„µć×é³ÉµÄŹµĻÖŅ»¶ØĀß¼¹¦ÄܵÄæŲÖĘĻßĀ·£»Źä³ö²æ·ÖŹĒÖøø÷ÖÖµē“Å·§ĻßȦ£¬½ÓĶصē¶Æ»śµÄø÷ÖÖ½Ó“„Ę÷ŅŌ¼°ŠÅŗÅÖøŹ¾µĘµČÖ“ŠŠµēĘ÷”£ČēĶ¼1ĖłŹ¾£¬ŹĒŅ»ÖÖ¼ņµ„µÄ¼ĢµēĘ÷æŲÖĘĻµĶ³”£

Ķ¼1 ÖøŹ¾µĘæŲ
Ķ¼ÖŠX1”¢X2ŹĒĮ½øö°“Å„æŖ¹Ų£¬Y1”¢Y2ŹĒĮ½øö¼ĢµēĘ÷£¬T1ŹĒŹ±¼ä¼ĢµēĘ÷”£Ę乤×÷ŹĒ¹ż³ĢŹĒ£ŗµ±X1”¢X2ČĪŗĪŅ»øö°“Å„°“ĻĀ£¬ĻßȦY1½ÓĶØ£¬Y1µÄ³£æŖ“„µć±ÕŗĻ£¬ÖøŹ¾µĘŗģµĘĮĮ”£“ĖŹ±Ź±¼ä¼ĢµēĘ÷T1Ķ¬Ź±½ÓĶز¢æŖŹ¼ŃÓŹ±£¬µ±ŃÓŹ±µ½2Sŗó£¬ĻßȦY2½ÓĶØ£¬³£æŖ“„µć±ÕŗĻ£¬ĀĢµĘĮĮ”£
“ÓÉĻĆęÕāøöĄż×ÓæÉŅŌÖŖµĄ£¬¼ĢµēĘ÷æŲÖĘĻµĶ³ŹĒøł¾Żø÷ÖÖŹäČėĢõ¼žČ„Ö“ŠŠĀß¼æŲÖĘĻßĀ·£¬ÕāŠ©Āß¼æŲÖĘĻßĀ·ŹĒøł¾ŻæŲÖʶŌĻóµÄŠčŅŖŅŌijÖÖ¹Ģ¶ØµÄĻßĀ·Į¬½ÓŗĆµÄ£¬ĖłŅŌ²»ÄÜĮé»ī±äøü”£
ŗĶ¼ĢµēĘ÷æŲÖĘĻµĶ³ĄąĖĘ£¬PLCŅ²ŹĒÓÉŹäČė²æ·Ö”¢Āß¼²æ·ÖŗĶŹä³ö²æ·Ö×é³É”£ČēĶ¼2ĖłŹ¾£ŗ

ø÷²æ·ÖµÄÖ÷ŅŖ×÷ÓĆŹĒ£ŗ
ŹäČė²æ·Ö£ŗŹÕ¼Æ²¢±£“ę±»æŲ¶ŌĻóŹµ¼ŹŌĖŠŠµÄŹż¾ŻµÄŠÅĻ¢£Ø±»æŲ¶ŌĻóÉĻµÄø÷ÖÖæŖ¹ŲĮæŠÅĻ¢»ņ²Ł×÷ĆüĮīµČ£©”£
Āß¼²æ·Ö£ŗ“¦ĄķŹäČė²æ·Ö±ØČ”µĆµÄŠÅĻ¢£¬²¢°“ÕÕ±»æŲ¶ŌĻóµÄŹµ¼Ź¶Æ×÷ŅŖĒóÕżČ·µÄ·“Ó³”£
Źä³ö²æ·Ö£ŗĢį¹©ÕżŌŚ±»æŲÖʵÄ×°ÖĆÖŠ£¬ÄļøøöÉč±øŠčŅŖŹµŹ©²Ł×÷“¦Ąķ”£
ÓĆ»§³ĢŠņĶعż±ą³ĢĘ÷»ņĘäĖüŹäČėÉč±øŹäČė²¢“ę·ÅŌŚPLCµÄÓĆ»§“ę“¢Ę÷ÖŠ”£µ±PLCæŖŹ¼ŌĖŠŠŹ±£¬CPUøł¾ŻĻµĶ³¼ąæŲ³ĢŠņµÄ¹ę¶ØĖ³Šņ£¬ĶعżÉØĆč£¬Ķź³Éø÷ŹäČėµćµÄדĢ¬²É¼Æ»ņŹäČėŹż¾Ż²É¼Æ”¢ÓĆ»§³ĢŠņµÄÖ“ŠŠ”¢ø÷Źä³öµćדĢ¬øüŠĀ”¢±ą³ĢĘ÷¼üČėĻģÓ¦ŗĶĻŌŹ¾øüŠĀ¼°CPU×Ō¼ģµČ¹¦ÄÜ”£
PLCÉØĆč¼ČæÉ°“¹Ģ¶ØµÄ³ĢŠņ½ųŠŠ£¬Ņ²æÉ°“ÓĆ»§³ĢŠņ¹ę¶ØµÄæɱäĖ³Šņ½ųŠŠ”£
PLC²ÉÓĆ¼ÆÖŠ²ÉŃł”¢¼ÆÖŠŹä³öµÄ¹¤×÷·½Ź½£¬¼õÉŁĮĖĶā½ēµÄøÉČÅ”£
ÓÉŅŌÉĻ·ÖĪö£¬æÉŅŌ°ŃPLCµÄ¹¤×÷¹ż³ĢĪŖČżøö½×¶Ī£¬¼“ŹäČė²ÉŃł½×¶Ī”¢³ĢŠņÖ“ŠŠ½×¶ĪŗĶŹä³öĖ¢ŠĀ½×¶Ī”£
£Ø1£©ŹäČė²ÉŃł½×¶Ī
PLCŌŚŹäČė²ÉŃł½×¶Ī£¬Ź×ĻČÉØĆčĖłÓŠŹäČė¶Ė×Ó£¬²¢½«ø÷ŹäČė“ęČėÄŚ“ęÖŠø÷¶ŌÓ¦µÄŹäČėÓ³Ļó¼Ä“ęĘ÷”£“ĖŹ±£¬ŹäČėÓ³Ļó¼Ä“ęĘ÷±»Ė¢ŠĀ”£½Ó׎ųČė³ĢŠņÖ“½×¶Ī£¬ŌŚ³ĢŠņÖ“ŠŠ½×¶Ī»ņŹä³ö½×¶Ī£¬ŹäČėÓ³Ļó¼Ä“ęĘ÷ÓėĶā½ēøōĄė£¬ĪŽĀŪŠÅŗÅČēŗĪ±ä»Æ£¬ĘäÄŚČŻ±£³Ö²»±äÖ±µ½ĻĀŅ»øöÉØĆčÖÜĘŚµÄŹäČė²ÉŃł½×¶Ī£¬²ÅÖŲŠĀŠ“ČėŹäČė¶ĖµÄŠĀÄŚČŻ”£
£Ø2£©³ĢŠņÖ“ŠŠ½×¶Ī
øł¾ŻPLCµÄ³ĢŠņÉØĆčŌŌņ£¬PLCĻČ×óŗóÓŅ£¬ĻČÉĻŗóĻĀµÄ²½ŠņÓļ¾äÖš¾äÉØĆč”£µ±ÖøĮīÉę¼°µ½ŹäČė”¢Źä³öדĢ¬Ź±£¬PLC“ÓŹäČėÓ³Ļó¼Ä“ęĘ÷ÖŠ”°¶ĮČė”±¶ŌÓ¦ŹäČėÓ³Ļó¼Ä“ęĘ÷µÄµ±Ē°×“Ģ¬£¬Č»ŗ󣬽ųŠŠĻąÓ¦µÄŌĖĖć£¬ŌĖĖć½į¹ūŌŁ“ęČėŌŖ¼žÓ³Ļó¼Ä“ęĘ÷ÖŠ£¬¶ŌŌŖ¼žÓ³Ļó¼Ä“ęĘ÷Ą“Ėµ£¬ĆæŅ»øöŌŖ¼ž»įĖę×ųĢŠņÖ“ŠŠ¹ż³Ģ¶ų±ä»Æ”£
£Ø3£©Źä³öĖ¢ŠĀ½×¶Ī
ŌŚĖłÓŠÖøĮīÖ“ŠŠĶź±Ļŗó£¬Źä³öÓ³Ļó¼Ä“ęĘ÷ÖŠĖłÓŠŹä³ö¼ĢµēĘ÷µÄדĢ¬ŌŚŹä³öĖ¢ŠĀ½×¶Ī×Ŗ“ęµ½Źä³öĖų“ę¼Ä“ęĘ÷ÖŠ£¬ĶعżŅ»¶Ø·½Ź½Źä³ö£¬Ēż¶ÆĶā²æøŗŌŲ”£²ÉÓĆ¼ÆÖŠ²ÉŃł£¬¼ÆÖŠŹä³ö¹¤×÷·½Ź½µÄĢŲµćŹĒ£ŗŌŚ²ÉŃłÖÜĘŚÖŠ£¬½«ĖłÓŠŹäČėŠÅŗţز»¹ÜøĆŠÅŗŵ±Ź±ŹĒ·ń²ÉÓĆ£©£¬Ņ»Ęš¶ĮČė£¬“ĖŗóŌŚÕūøö³ĢŠņ“¦Ąķ¹ż³ĢÖŠPLCĻµĶ³ÓėĶā½ēøō¾ų£¬Ö±µ½Źä³öæŲÖĘŠÅŗŵ½ĻĀŅ»øö¹¤×÷ÖÜĘŚŌŁÓėĶā½ē½»Éę£¬“Óøł±¾ÉĻĢįøßĮĖĻµĶ³µÄæ¹øÉČÅČÅĢįøßĮĖ¹¤×÷µÄæÉææŠŌ”£
PLCŌŚŹäČėŹä³öµÄ“¦Ąķ·½Ćę±ŲŠėךŹŲŅŌĻĀŌŌņ£ŗ
¢ŁŹäČėÓ³Ļó¼Ä“ęĘ÷µÄŹż¾Ż£¬Č”¾öÓŚŹäČė¶Ė×Ó°åÉĻø÷ŹäČė¶Ė×ÓŌŚÉĻŅ»øöÖÜĘŚ¼äµÄ½ÓĶØ”¢¶ĻæŖדĢ¬”£
¢Ś³ĢŠņČēŗĪÖ“ŠŠČ”¾öÓŚÓĆ»§Ėł±ą³ĢŠņŗĶŹäČėŹä³öÓ³Ļó¼Ä“ęĘ÷µÄÄŚČŻ”£
¢ŪŹä³öÓ³Ļó¼Ä“ęĘ÷µÄŹż¾ŻČ”¾öÓŚŹä³öÖøĮīµÄÖ“ŠŠ½į¹ū”£
¢ÜŹä³öĖų“ęĘ÷ÖŠµÄŹż¾Ż£¬ÓÉÉĻŅ»“ĪŹä³öĖ¢ŠĀĘŚ¼äŹä³öÓ³Ļó¼Ä“ęĘ÷ÖŠŹż¾Ż¾ö¶Ø”£
¢ŻŹä³ö¶Ė×ӵĽÓĶضĻæŖדĢ¬£¬ÓÉŹä³öĖų“ęĘ÷¾ö¶Ø”£
-
Ē¶ČėŹ½PLC¼¼ŹõŌŚ¹śÄŚµÄ·¢Õ¹
Ē¶ČėŹ½PLCµÄ·¢Õ¹Ņ²³ŹĻÖ¶ąŌŖ»Æ£¬¹śÄŚĶā¾łÓŠĮ¼ŗƱķĻÖ£ŗµĀ¹śŗÕÓÅѶĶĘ³öµÄ½«ĻÖ³”×ÜĻß¼¼ŹõŗĶPLC¼¼Źõ½įŗĻµÄnetPLCŗÜÓŠĢŲÉ«;¹śÄŚ¼øÄźĒ°¾ĶÓŠ»ŖÖŠæĘ¼¼“óѧŌŚEASYCORE1.00ŗĖŠÄŠ¾Ę¬×éÖŠ¼ÓŌŲĮĖĒ¶ČėŹ½PLCĻµĶ³Čķ¼ž£¬×÷ĪŖÓ²¼žĘ½ĢØ£¬æŖ·¢ĮĖ¶ąÄ£ČĖĶصĄµÄĒ¶ČėŹ½PLC;»¹ÓŠŅ»ÖÖ·¢Õ¹Ā·¾¶ŹĒŅŌæŖ·¢PLCÓėČĖ»ś½ēĆęĻą½įŗĻµÄÓ²¼ž/Čķ¼žŅ»Ģå»ÆĪŖÄæ±źµÄĘ½ĢØ£¬³ä·ÖĄūÓĆĮĖCASE¹¤¾ß£¬½įŗĻø÷ĄąĒ¶ČėŹ½Š¾Ę¬µÄæŖ·¢Ę½ĢØŗĶø÷ÖÖŹäČė/Źä³öĶصĄµÄÓ²¼žµēĀ·æā£¬×ØĪŖ»śµēÉč±øæŖ·¢æĶÖĘ»Æ”¢¾ßÓŠODMŠŌÖŹµÄ×ØÓĆPLC”£
¶ųŌŚĪŅ¹śĒ¶ČėŹ½PLCµÄ·¢Õ¹æռ䣬Ź×ĻČŌŚÓŚĖüŹ®·ÖÓŠĄūÓŚ·¢»ÓĪŅ¹ś×Ō¶Æ»ÆŠŠŅµ·¢Õ¹µÄĮ½“óĢŲµć£ŗÓŠĻąµ±ŠŪŗńµÄĪŖ»śµēÉč±øÅäĢ׵ďŠ³”»ł“”£¬²¢ÓµÓŠ×ć¹»µÄ”¢ŠŌ¼Ū±ČČ«Ēņ**µÄÉč¼ĘæŖ·¢¶ÓĪ锣ĪŅĆĒĶźČ«æÉŅŌŅŌ**µÄ³É±¾”¢½ĻøßµÄÖŹĮ棬²¢°“æĶÖĘ»ÆµÄŅŖĒóÉč¼Ę”¢Éś²śĪŖ»śµēÉč±øÅäĢ×µÄĒ¶ČėŹ½PLC£¬Ą““śĢęĶØÓĆPLC”£
Ķ¬Ź±£¬Ē¶ČėŹ½PLCµÄÓ²¼ž”¢Čķ¼ž”¢ČĖ»ś½ēĆę”¢Ķ؊ŵČø÷·½ĆęµÄ¹¦ÄÜÉč¼ĘĮé»ī£¬Ņ×ÓŚ¼ō²Ć£¬øüĢł½üø÷ÖÖµµ“ĪµÄ»śµēÉč±øµÄŅŖĒó”£Ē¶ČėŹ½PLCĶźČ«»łÓŚĒ¶ČėŹ½ĻµĶ³µÄ¼¼Źõ»ł“”£¬ÄĆĄ“¾ĶæÉÓĆ”£SOCŠ¾Ę¬”¢Ē¶ČėŹ½²Ł×÷ĻµĶ³Óė·ūŗĻ¹¤EC61131-3±ą³ĢÓļŃŌ±ź×¼µÄ±ą³Ģ»·¾³µČÓÅŹĘ£¬Ź¹µĆĘäŌŚŹŠ³”ÉĻŗÜČŻŅ×ÕŅµ½”£
¹ś¼ŅĮÖŅµ¾ÖÕžø®Ķų12ŌĀ4ČÕѶ11ŌĀ21ČÕ£¬É½¶«Ź”É·ĄÕ¾ŌŚŌę×ÆŹŠ¾Ł°ģĮĖ»łÓŚPLCµÄĮÖŅµÓŠŗ¦ÉśĪļČ«·½Ī»Į¢Ģå·ĄæŲ¼¼ŹõÅąŃµ°ą”£ÓŠ¹Ų**ŗĶ9øöĻīÄæĻŲ£ØŹŠ”¢Ēų£©ĮÖŅµ¾Ö¾Ö³¤”¢ĮÖ³”³”³¤¼°ĻīÄæøŗŌšČĖ²Ī¼ÓÅąŃµ”£
PLCŹĒæɱą³ĢĀß¼æŲÖĘĘ÷£ØProgrammable Logic Controller£©µÄ¼ņ³Ę£¬ŹĒŅ»ÖÖ¾ßÓŠĪ¢“¦Ąķ»śµÄŹż×Öµē×ÓÉč±ø£¬ÓĆÓŚ×Ō¶Æ»ÆæŲÖʵďż×ÖĀß¼æŲÖĘĘ÷£¬æÉŅŌ½«æŲÖĘÖøĮīĖꏱ¼ÓŌŲÄŚ“ęÄŚ“¢“ęÓėÖ“ŠŠ”£»łÓŚPLCµÄČ«·½Ī»Į¢Ģå·ĄæŲ¼¼Źõ£¬½«¶ŌĮÖŅµÓŠŗ¦ÉśĪļ½ųŠŠŹŹŹ±”¢ĻµĶ³ŗĶæĘѧ¼ą²ā£¬ŹµĻÖŠÅĻ¢Źż¾ŻæĘѧ»Æ”¢**»Æ“¦Ąķ£¬ĢįøߊÅĻ¢µÄŹ±Š§ŠŌŗĶ×¼Č·ŠŌ£¬½ųŅ»²½ĶĘ½ųÖ÷¶ÆÓłŌÖ”¢æĘѧ·ĄŌÖ£¬½µµĶ·ĄÖĪ³É±¾£¬Ī¬»¤ÉśĢ¬°²Č«”£“Ė“ĪĶĘ¹ć9“¦ĻīÄæĒų½«ŌŚŅ»ÄźÄŚĶź³ÉĻīÄæČĪĪń”£
ɽ¶«Ź”É·ĄÕ¾²æŹšPLCĶĘ¹ćĻīÄæŹµŹ©¹¤×÷£¬Ēæµ÷ŗĻĄķŹ¹ÓĆĻīÄæ׏½š£¬½ØĮ¢ŗĆĻīÄæµµ°ø”£É½¶«Å©Ņµ“óѧ½ĢŹŚĻźĻø½²½āĮĖ»łÓŚPLC¼¼ŹõµÄĮÖŅµÓŠŗ¦ÉśĪļ¼ą²āŌ¤±ØĻµĶ³µÄĖ¼Ā·”¢×é½Ø¼°Ó¦ÓĆ¼¼Źõ”£ÉĢŗÓĻŲĮÖŅµ¾ÖŹ¾·¶ĮĖ»łÓŚŅĘ¶Æ»„ĮŖĶųµÄĮÖŅµÓŠŗ¦ÉśĪļÖĒÄܻƷžĪńĘ½ĢؽØÉčÓė¹¹Ļė”£É½¶«Ļé³½¹«Ė¾½éÉÜĮĖĮ¢Ģå·ĄÖĪÓŠ¹ŲÉč±øÓ¦ÓĆ¼¼Źõ”£
“Ė“ĪÅąŃµ½ųŅ»²½Ć÷Č·ĮĖ»łÓŚPLCµÄĮÖŅµÓŠŗ¦ÉśĪļČ«·½Ī»Į¢Ģå·ĄæŲ¼¼ŹõµÄ»ł“”ÖŖŹ¶£¬ĪŖČ«ĆęĶź³ÉĻīÄæČĪĪń”¢ĢįÉżĮÖŅµÓŠŗ¦ÉśĪļ·ĄÖĪ¹¤×÷ÖĒÄÜ»ÆĖ®Ę½“ņŗĆ»ł“””££ØÉ·Ą×ÜÕ¾£©
-
Ķ£³µ³”PLC×Ō¶ÆæŲÖĘ³ĢŠņÉč¼ĘŅ»”¢ĪŹĢāĢį³ö
¼ŁÉčÓŠŅ»Ęū³µĶ£³µ³”£¬**ČŻĮæÖ»ÄÜĶ£³µ50Į¾”£ĪŖĮĖ±ķŹ¾Ķ£³µ³”ŹĒ·ńÓŠæÕĪ»£¬ŹŌÓĆPLCĄ“ŹµĻÖæŲÖĘ”£
¶ž”¢Ó²¼žÉč¼Ę
1”¢I/O·ÖÅä±ķ
|
Ę÷¼ž
|
PLCµŲÖ·
|
¹¦ÄÜĖµĆ÷
|
|
HL1
|
Y4ӢY5
|
Ķ£³µ³”ŅŃĀś
|
|
HL2
|
Y3
|
Ķ£³µ³”ÓŠæÕĪ»
|
|
æŖ¹Ų0
|
X0
|
³µŅŃ½ųČėĶ£³µ³”ŠÅŗÅ
|
|
æŖ¹Ų1
|
X1
|
³µŅŃĄėæŖĶ£³µ³”ŠÅŗÅ
|
|
|
D0
|
Ķ£³µ³”³µĮ¾Źż£Ø**50Į¾£©
|
2”¢½ÓĻßĶ¼
ĀŌ
Čż”¢³ĢŠņÉč¼Ę

”¶°øĄż”·PLC»·ĻµĮŠ°“Å„²½½ų²ŹµĘµēĀ·”Ŗ”ŖsetĒŠ¶Æ·ÖĄė·½°ø
1.PLCŹµŃé½ÓĻß¼ņĶ¼


2.SFCĶ¼”ś(ŅėĪŖ)ĢŻŠĪĶ¼”ś(ŅėĪŖ)ÖøĮī±ķ

-
·ÄÉ“¹¤ŅÕĮ÷³Ģ¼°PLCæŲÖĘĻµĶ³
1”¢ŅżŃŌ
HXFA368ŠĶĢõ²¢¾ķĮŖŗĻ»śŌŚ·ÄÉ“µÄÕūøö¹ż³ĢÖŠŹĒøöĘæ¾±»·½Ś£¬Ņ»µ©³öĻÖĪŹĢā£¬ŗó±ßÕūøöÉś²ś¹ż³Ģ¾ĶĪŽ·Ø½ųŠŠ£¬ĖłŅŌŅŖĒóÉč±øæŲÖĘĻµĶ³ĪČ¶Ø”¢ŠŌÄÜæÉæ攢Ź¹ÓĆ·½±ćŗĶ×Ō¶Æ»Æ³Ģ¶ČøßµČĢŲµć”£øĆæŲÖĘĻµĶ³½«æɱą³ĢŠņæŲÖĘĘ÷£ØPLC£©ŌĖĖćĖŁ¶Čøß”¢ÖøĮī·įø»”¢¹¦ÄÜĒæ“ó”¢æÉææŠŌøßŗĶæ¹øÉČÅÄÜĮ¦ĒæµČĢŲµćÓė“„ĆžĘĮ²Ł×÷¼ņµ„”¢¹¦ÄÜĒæ“󔢽ēĆęÓŃŗĆÖ±¹ŪµÄĢŲµć½įŗĻŌŚŅ»ĘšŹ¹ÓĆ£¬Ź¹øĆĻµĶ³¾ßÓŠŗÜŗƵÄČĖ»ś½»»„¹¦ÄÜ£¬ŌŚÉś²śÓ¦ÓĆÖŠČ”µĆŗÜŗƵĊ§¹ū”£
2”¢¹¤ŅÕĮ÷³Ģ¼°Ó²¼ž½į¹¹Éč¼Ę
HXFA368Ģõ²¢¾ķĮŖŗĻ»śÖ÷ŅŖÓɳɾķ²æ·Ö”¢Ē£Éģ²æ·Ö”¢µēĘųæŲÖĘ¹ń×é³É£¬½į¹¹¼ņ½ą½ō“Õ£¬ŌŚ·ÄÖƱøÖŠĘš×ųŠÉĻĘōĻĀµÄ×÷ÓĆ£¬Ęä²æ·Ö¹¤×÷Į÷³Ģ¼ūĶ¼1£ŗ

Ķ¼1¹¤×÷Į÷³ĢĶ¼
ĻµĶ³²ÉÓĆÖŠ“ļµēĶع«Ė¾DVP-60ES00RÖ÷»śŗĶDVP32XP£ØĄ©Õ¹Ä£æ飩ĻµĮŠæɱą³ĢæŲÖĘĘ÷×÷ĪŖÖŠŠÄæŲÖʵ„ŌŖ£¬ŹäČėµćŹż52µć£¬Źä³öµćŹż40µć£¬¹²¼Ę92µć”£²Ł×÷ĻŌŹ¾µ„ŌŖŃ”ÓĆÖŠ“ļµēĶع«Ė¾DOP-AE10THTD65536ĻµĮŠ“„ĆžĘĮ£¬µē»śĒż¶ÆŃ”ÓĆÖŠ“ļµēĶع«Ė¾VFD110B43AĻµĮŠ±äʵĘ÷æŲÖĘ”£
ŌŚÉč±øÉĻ¹²°²×°48øö“«øŠĘ÷ŗĶ8øöĻŽĪ»æŖ¹Ų£¬ĘäÖ÷ŅŖ×÷ÓĆŹĒøŗŌšø÷¶Æ×÷µÄ¶ØĪ»”¢ĆŽĢõÓŠĪŽµÄ¼ģ²āŗĶĀö³åŠÅŗŵIJÉŃł£¬“«øŠĘ÷µÄŹä³öŠÅŗŶ¼ĪŖæŖ¹ŲĮ棬ŅŌ³£æŖ»ņ³£±Õ“„µć½ÓČėæŲÖĘĘ÷µÄŹäČė¶Ė×Ó£¬Ń”ÓĆ24vÖ±Į÷µē“Å·§£¬Ö±½ÓÓĆPLCµÄø÷Źä³öµćĒż¶Æµē“Å·§”£Éč±øĶعżŅ»øöµē»śŗĶ10øöĘųø×Ķź³ÉĻµĶ³»śµēĘųŅ»Ģå»ÆæŲÖĘ£¬“ļµ½ĮĖÉč±øµÄ¹¤ŅÕŅŖĒó”£
3”¢ĻµĶ³Čķ¼žÉč¼Ę
ĻµĶ³Éč¼ĘČķ¼žĮ÷³ĢĶ¼ČēĶ¼2ĖłŹ¾”£
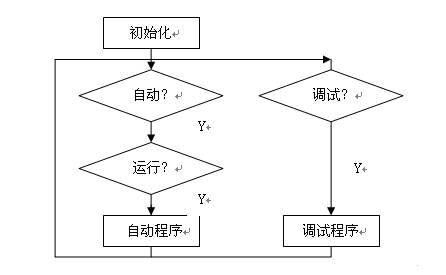
Ķ¼2£ŗ³ĢŠņĮ÷³ĢĶ¼
3.1 ĻµĶ³³õŹ¼»Æ
ĆæĢ×æŲÖĘ³ĢŠņ³õŹ¼»Æ¶¼ŹĒ±ŲŠčµÄ£¬ĆæŅ»“ĪPLCÉĻµē»ņ¶ŌPLCĒæÖĘø“Ī»¶¼ŅŖ³õŹ¼»Æ£¬Ö÷ŅŖ¶ŌŌŚ³ĢŠņÖŠŹ¹ÓƵÄø÷ÖÖ¼ĘŹżĘ÷”¢¶ØŹ±Ę÷”¢¼Ä“ęĘ÷µČ½ųŠŠø“Ī»ŗĶÉčÖĆ£¬Ķ¬Ź±±£ĮōÉĻ“ĪŌĖŠŠŠčŅŖ¼ĒŅäµÄø÷ÖÖŹż¾Ż£¬Ķź³ÉŌĖŠŠĒ°µÄø÷Ļī×¼±ø¹¤×÷”£
3.3ČĖ»ś½ēĆę
æŲÖĘ¹ńÉĻČĖ»ś½ēĆęæÉŹ¹¹ż³ĢæÉŹÓ»Æ£¬ÖĒÄܻƣ¬·½±ćĻµĶ³µ÷ŹŌ£¬ŌöĒæĻµĶ³¹ŹÕĻÖ®ŗóµÄ»Öø“ÄÜĮ¦£¬øÄÉĘĻµĶ³µÄæÉĪ¬»¤ŠŌ£¬½µµĶŌĖŠŠ³É±¾”£
øł¾Ż»ĆęĻŌŹ¾ŠÅĻ¢Įæ²ÉÓĆŹ®°Ėøö»Ćę£¬ø÷»ĆęÖ®¼äĶعż“„Ćž¼ü½ųŠŠĒŠ»»£¬Ķ¬Ź±“„ĆžĘĮÉĻø÷Ąą×鼞µÄÄŚ“굄ŌŖŗĶÓėPLCÖŠŹż¾Ż“ę“¢ĒųµÄµÄµ„ŌŖĻą¹ŲĮŖ£¬¹¹³ÉĻµĶ³ÕūĢå¼ąæŲ”£øł¾ŻÉč±ø¹¤ŅÕŅŖĒóÉč¼ĘĮĖ²ĪŹżÉč¶Ø”¢ĻµĶ³µ÷ŹŌ”¢¹ŹÕĻŠÅĻ¢²éŃƲĪŹżÉč¶ØµČ»Ćę”£

²ĪŹżÉč¶Ø»Ćę
²ĪŹżÉč¶Ø»ĆęÖ÷ŅŖŹĒĪŖĮĖøųĻÖ³”²Ł×÷ČĖŌ±½ųŠŠÉč±ø¹¤ŅÕ²ĪŹżµ÷½ŚŹ¹ÓĆµÄ£¬øł¾ŻĆŽ·Ä¹¤ŅյIJ»Ķ¬£¬¶ŌĆŽ¾ķ“󊔽ųŠŠµ÷½Ś£¬Éč±øŌĖŠŠĖŁ¶Čµ÷½Ś£¬ĆŽ¾ķ¹ö³öĶ£Ö¹Ī»ÖƵ÷½Ś£¬¶Æ×÷µÄæģĀż½ųŠŠµ÷½ŚµČ”£ĻµĶ³µ÷ŹŌ»ĆęŹĒĪŖÉč±øµ÷ŹŌŗĶ¹ŹÕĻÅųż¶ųÉč¼ĘµÄ£¬Ķعż“Ė»ĆęµÄ24øö°“Å„£¬æÉŅŌ¶Ō¶Æ×÷Į÷³ĢĶ¼ÖŠµÄĆæøö¶Æ×÷½ųŠŠµ„²½Ö“ŠŠĄ“½ųŠŠ¹ŹÕĻÅųżŗĶÉč±øµ÷ŹŌ”£¹ŹÕĻŠÅĻ¢²éŃÆ»ĆęĢį¹©ĮĖ¹ŹÕĻ±Ø¾ÆŗĶĄśŹ·Źż¾Ż²éÕŅ¹¦ÄÜ£¬Ņ»µ©ĻµĶ³·¢Éś¹ŹÕĻ£¬ĘĮÉĻÖ÷»Ćę³öĻÖ¹ŹÕĻŌŅņ£¬µć»÷ŠÅĻ¢²éŃÆ°“Å„¹ŹÕĻ±Ø¾Æ»Ćę·ÖĪö±Ø¾ÆŌŅņ£¬“„ĆžĘĮĢį¹©ĮĖŅ»øöŹ®·ÖĮé»īŗĶÓŃŗƵē°æŚ£¬·½±ćĻÖ³”ČĖŌ±µÄŹ¹ÓĆ£¬ŌöĒæĮĖĻµĶ³µÄæɲŁ×÷ŠŌ”£
ŌŚ¶ŌDOP-AE10THTD65536“„ĆžĘĮ½ųŠŠ×éĢ¬Éč¼ĘæŖ·¢¹ż³ĢÖŠ£¬ŌĖÓĆŗźÖøĮī¶ŌæŲÖĘ³ĢŠņ½ųŠŠĮĖ°²Č«±£»¤£¬·ĄÖ¹ÓĆ»§¶ŌæŲÖĘ³ĢŠņĖ½×ŌŠŽøÄ£¬Ōģ³ÉŹĀ¹Ź·¢Éś£¬ŅŌĻĀŹĒ²æ·ÖŗźÖøĮī£ŗ
\$133=(1
-
|