



西门子6SE64302UD375FA0 西门子6SE64302UD375FA0
微信15800846971
西门子**合作伙伴
详细信息
描述
引用是两个块之间的连接。
在LOGO!8中块连接器之间的连接组态和块参数之间的引用组态是标准化的。引用和组态现在就可以使用拖放来实现。本FAQ对比了LOGO!8设备和LOGO!0BA7设备之间组态引用的步骤。
组态LOGO!8需要安装LOGO!Soft Comfort 8.0或更高版本。
LOGO!8的LOGO!模块的步骤
- 在电路图中创建所需要的程序块。
- 使用拖放建立块连接器之间的连接。
- 单击每个程序块下的“display”(+)按钮来显示参数区。要创建引用的两个程序块都需要进行此操作。在每个块下面都会打开一个参数区,块参数会在表格中显示。“display”按钮只在可以使用或提供引用的块下显示。
-
在需要创建的引用块之间,将其中一个块输出连接的终端连接到另外一个块输入连接的终端。举例来说,可以用拖放来完成此操作。

图. 01
-
单击每个块下的“hide”(-)按钮来关闭参数区。

图. 02
注意
下面的工具可以用来编辑参数区(LOGO!8)
| 图标 | 功能 |
|
|
显示/隐藏所有块之间的引用线 |
|
|
显示所有块的参数区 |
|
|
隐藏所有块的参数区 |
到LOGO! 0BA7前的LOGO!模块的步骤
- 在电路图中创建需要的块。
- 使用拖放建立块的连接器之间的连接。
- 打开快的菜单,在里面通过双击块来组态引用。
-
在想要的参数上单击“引用”按钮。在下拉列表框中就会显示可以用来引用的块。单击想要的块来选定它。单击“OK”按钮来保存设置。

图. 03
块的引用和参数就会在电路中有绿色的显示。

图. 04
更多信息
关于“引用”的更详细的信息可以在LOGO!Soft Comfort(V1.7) 条目ID 24002694中还有LOGO!Soft Comfort online Help (V8.0)3.2.1.8部分, "Edit Parameter Field"章节,在条目ID 100782807中。
创建环境
本FAQ中的截图是在LOGO!Soft Comfort V8.0中创建的。
1 LOGO!App 简介
目前用户可以使用iTunes商店的应用软件LOGO!App连接和监控西门子LOGO!系列的PLC,软件名称如图1所示。在软件中成功组态LOGO! 设备的地址后,用户可以通过手机WIFI连接到LOGO!并可进行修改时钟和获取固件信息等操作。同时,用户可以监控输入/输出(以下简称I/O)状态,V存储区(以下简称VM)变量值和诊断信息,也可以添加监控的I/O和VM变量到趋势图查看一个概览图形。

图1应用程序名称
2 LOGO!App功能描述
2.1 接口配置
LOGO! App 支持IP地址和动态 DynDNS名称两种访问方式。 做法如下:
在图2中单击“Interface Configure”选项后进入图3界面单击 “By IP Address”选项,然后再单击 图标 ![]() ,进入图4设备添加界面。
,进入图4设备添加界面。

图2设置功能界面 图3设备访问方式界面
在图4中单击“Add”按钮,进入图5中进行设备名称和设备IP地址设置,此处我们设置设备名称为“MyLogo”,IP地址为“192.168.1.108”,**后单击“Save”按钮保存此配置,页面会自动转入到图6界面。

图4设备添加界面 图5设备添加界面
在图6中长按 ![]() 图标直到出现图7界面,在图7中我们通过“Select”选项来选择已有设备,然后进入图8界面。
图标直到出现图7界面,在图7中我们通过“Select”选项来选择已有设备,然后进入图8界面。

图6设备选择界面 图7设备选择界面
这时在图8中可以看到IP地址已经显示在界面中,然后点击“Save”图标,界面将自动转到图9。

图8设备访问方式界面
2.2 设置时钟
在图9中单击“Set Clock”选项将进入图10界面,在图10中可点击“Read”按钮查看LOGO!时间,也可点击“Current”按钮查看当前时间,之后进入图11界面。

图9设置功能界面 图10设备访问方式界面
在图11中LOGO!系统需要停机完成读取操作,单击“YES”图标进入图12,同样我们点击“Current”按钮来获取当前时间,然后通过“Set”按钮将当前屏幕中的时间更新到LOGO!中,此时进入图13界面。

图11获取LOGO!时钟界面 图12设备访问方式界面
在图13中点击“YES”按钮来完成更新后启动LOGO!的操作。

图13更新时钟界面
2.3 查看固件版本
在图14中单击“Show FW Version”选项后系统将返回LOGO!的固件版本如图15。

图14设置功能界面 图15固件版本界面
3 LOGO!App软件监控模式
3.1 I/O 状态监视器
在图16中选择“Monitor”图标,然后选择“I/O Status Monitor”选项后进入图17界面可观察到输入点的变化,在图17中用户选择需要监控的变量。可以通过点击“Edit”按钮进入图18中进行修改。

图16设置功能界面 图17 I/O监控界面
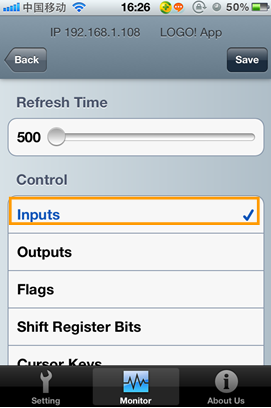
图18设置功能界面
3.2 VM列表监视器
在图19中单击“VM Table Monitor”选项进入图20的变量监控界面,点击“Add”按钮进入图21的变量添加界面。
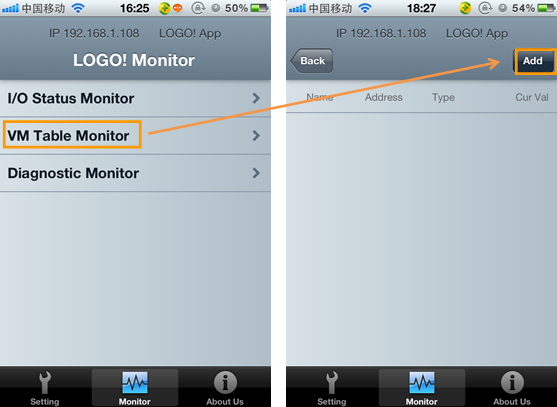
图19设置功能界面 图20 变量监控界面
在图21中填入变量名称、变量地址及变量数据类型后点击“Save”按钮,在变量监控界面图22中就可以监视或修改此变量的数值。

图21变量添加界面 图22 变量监控界面
此外,还可以用趋势图的方式来监控变量曲线。在图22中长按变量“speed”所在行,直至出现图23界面选择“Add To Chart”选项再返回图22界面,继续长按变量“speed”所在行,直至出现图24界面选择“Chart”选项,即进入图25的趋势图界面。

图23变量添加趋势图界面 图24 变量监控界面

图25趋势图界面
3.3 诊断监视器
在图26中单击“Diagnostic Monitor”选项后进入图27中可查看网络访问错误报警。

图26设置功能界面 图27 网络错误界面
如图28中选中“Network Access Error”标签后点击“Clear”按钮即可复位网络访问错误信息如图29所示。
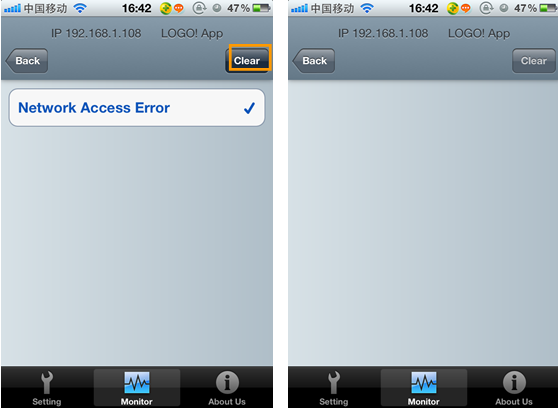
图28网络选择错误界面 图29 网络错误监控界面
6RA70 (三相桥B6C)
6RA7018-6DS22-0 3AC 400V 485V 30A 325V 5A
6RA7025-6DS22-0 60A 10A
6RA7028-6DS22-0 90A 10A
6RA7031-6DS22-0 125A 10A
6RA7075-6DS22-0 210A 15A
6RA7078-6DS22-0 280A 15A
6RA7081-6DS22-0 400A 25A
6RA7085-6DS22-0 600A 25A
6RA7087-6DS22-0 850A 30A
6RA7025-6GS22-0 3AC 575V 690V 60A 325V 5A
6RA7031-6GS22-0 125A 10A
6RA7075-6GS22-0 210A 15A
6RA7081-6GS22-0 400A 25A
6RA7085-6GS22-0 600A 25A
6RA7087-6GS22-0 800A 30A
6RA7086-6KS22-0 3AC 690V 900V 720A 30A.

SIMATIC S7 PLC 表取数指令应用举例
表取数指令应用举例。从图1的数据表中,用FIFO,LIFO指令取数,将取出的数值分别放入VW300,VW400中,程序及运行结果如图2所示。

图1 数据表


图2题图

PLC的软件设计步骤及设计举例
一、翻译法
翻译法是用所选机型的PLC中功能相当的软器件,代替原继电器—接触器控制线路原理图中的器件,将继电器—接触器控制线路翻译成PLC梯形程序图的方法。
1.设计步骤
2.设计举例
图1为用翻译法将原有继电器—接触器控制线路改用PLC进行控制的电路图和梯形图

二、功能图法
功能图又称状态流程图,主要是针对顺序控制方式或步进控制方式的程序设计。
1.设计步骤
2.设计举例
三、逻辑设计法
在进行程序设计时以布尔逻辑代数为理论基础,既以逻辑变量“0”或“1”作为研究对象,以“与”、“或”、“非”三种基本逻辑运算为分析依据,对电气控制线路进行逻辑运算,把触点的“通、断”状态用逻辑变量“0”或“1”来表示具有多变量的“与”逻辑关系表达式可以直接转化为触点串连的梯形图。如图2(a)所示。
具有多变量的“或”逻辑关系表达式可以直接转化为触点并联的梯形图。如图2(b)所示。
具有多变量“与或”、“或与”逻辑关系表达式可以直接转化为触点串并联的梯形图。如图2(c)所示。

使用SIMATIC S7-200 PLC的高速计数器(HSC)的一种组态功能
SIMATIC S7-200的高速计数器(HSC)的一种组态功能。对来自传感性(如编码器)信号的处理,高速计数器可采用多种小同的组态功能。
本例用脉冲输出(PLS)来为HSC产生高速计数信号,PLS可以产生脉冲串和脉宽调制信号,例如用来控制伺服电泪La既然利用脉冲输出,必须选用CPU214DC/DC/DC。
下面这个例子,展示了用HSC和脉冲输出构成一个简单的反馈回答,怎样编制一个程序来实现反馈功能。


程序和注释
本例描述了S7-200 DC/DC/DC的高速计数器(HSC)的功能。HSC计数速度比PLC扫描时问快得多,采用集成在S7-212中的2kHz的软件计数器进行计数。S7-214除了有2kHz的计数器外,还有两个7kHz的硬件计数器。总的来说,每个高速计数器需要10个字节内存用来存控制位、当前值、设定值、状态位。
本程序长度为91个字



比较两个实数——西门子S7系列PLC
|
指 令 |
说 明 |
|
= =R |
比较累加器2中的32位实数是否等于累加器l中的实数 |
|
<>R |
比较累加器2中的32位实数是否不等于累加器l中的实数 |
|
>R |
比较累加器2中的32位实数是否大于累加器1中的实数 |
|
<R |
比较累加器2中的32位实数是否小于累加器1中的实数 |
|
>=R |
比较累加器2中的32位实数是否大于等于累加器1中的数 |
|
<=R |
比较累加器2中的32位实数是否小于等于累加器l中的数 |
例3.5.2:
如果存储双字MD 24中的实数大于1.0,则输出Q 4.1为1;若小于1.0则输出Q 4.2为1。
L MD 24
L +1.359E+02
>R
= Q 4.1 //若(MD 24)>+1.359E+02,Q 4.1为1,否则为0
<R
= Q 4.2 //若(MD 24)<+1.359E+02,Q 4.2为l,否则为0
例3.5.3
这是一个限值监测程序,当数据字DBWl5的值大于l05时,输出Q 4.0为1;当数据字DBWl5的值小于77时,输出Q 4.1为1;数值在77到105范围内时,输出Q 4.0和Q 4.1均为0。下面是与其对应的语句表程序:
L DBW 15
L +l05
>I
= Q 4.0
L DBW 15
L +77
<I
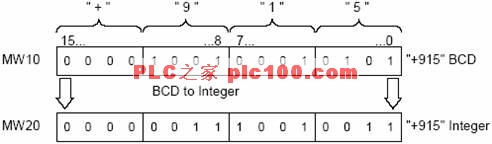
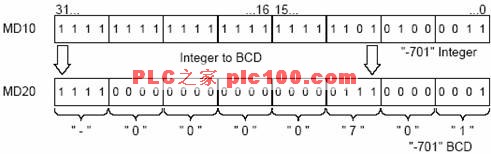
= Q 4.1转换指令将累加器1中的数据进行类型转换,转换的结果仍在累加器l中。能够实现的转换操作有:BCD码和整数及长整数间的转换,实数和长整数间的转换,数的取反、取负,字节扩展等。
在STEP 7中,整数和长整数是以补码形式表示的。BCD码数值有两种:一种是字(16位)格式的BCD码数,其数值范围从-999到+999;另一种是双字(32位)格式的BCD码数,范围从-9999999到+9999999。
|
指令 |
说 明 |
|
BTI |
将累加器1低字中的3位BCD码数转换为16位整数 |
|
BTD |
将累加器1中的7位BCD码数转换为32位整数 |
|
ITB |
将累加器1低字中的16位整数转换为3位BCD码数 |
|
ITD |
将累加器l低字中的16位整数转换为32位整数 |
|
DTB |
将累加器1中的32位整数转换为7位BCD码数 |
|
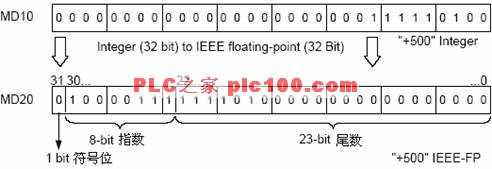
DTR |
将累加器1中的32位整数转换为32位浮点数 |
l BTI指令
SLT格式: BTI
说明:将累加器1低字中的3位BCD码数转换为16位整数,装入累加器1的低字中(0~11位);低字的**高位(15位)为符号位。
累加器1的高字及累加器2的内容不变。
例3.6.1 L MW 10
BTI
T MW20
l BTD指令
SLT格式: BTD
说明:将累加器1中的7位BCD码数转换为32位整数,装入累加器1中,(0~27位);**高位(31位)为符号位。l ITB指令
SLT格式: ITB
说明: 将累加器1低字中的16位整数转换为3位BCD码数,16位整数的范围是-999~+999。如果欲转换的数据超出范围,则有溢出发生,同时将OV和OS位置位。
累加器1的低字中(0~11位)存放三位BCD码。(12~15)位作为符号位,(0000)表示正数,(1111)表示负数。累加器1高字(16~31位)不变。
例3.6.2
L MW 10
ITB
T MW20

l ITD指令
SLT格式: ITD
说明: 将累加器l低字中的16位整数转换为32位整数,16位整数的范围是-999~+999。如果欲转换的数据超出范围,则有溢出发生,同时将OV和OS位置位。
累加器1的低字中(0~11位)存放三位BCD码。(12~15)位作为符号位,(0000)表示正数,(1111)表示负数。累加器1高字(16~31位)不变。
例3.6.3 L MW 10
ITB
T MW20

l DTB指令
SLT格式: DTB
说明: 将累加器1中的32位整数转换为7位BCD码数,32位整数的范围是-9999999~+9999999。如果欲转换的数据超出范围,则有溢出发生,同时将OV和OS位置位。
累加器1中(0~27位)存放7位BCD码。(28~31)位作为符号位,(0000)表示正数,(1111)表示负数。
例3.6.4
L MD 10
DTB
T MD20
l DTR指令
SLT格式: DTR
说明: 将累加器1中的32位整数转换为32位浮点数(IEEE-FP)
例3.6.5
L MD 10
DTR
T MD20
PLC系统的模拟量变动很大且不稳定时的故障原因
PLC系统的模拟量是一个变动很大的不稳定的值,可能是如下原因:
你可能使用了一个自供电或隔离的传感器电源,两个电源没有彼此连接,即模拟量输入模块的电源地和传感器的信号地没有连接。这将会产生一个很高的上下振动的共模电压,影响模拟量输入值。
另一个原因可能是模拟量输入模块接线太长或绝缘不好。
可以用如下方法解决:
1) 连接传感器输入的负端与模块上的公共M 端以补偿此种波动。(但要注意确保这是两个电源系统之间的**联系。)
背景是:
模拟量输入模块内部是不隔离的;
共模电压不应大于 12V;
对于60Hz干扰信号的共模抑制比为40dB。
2)使用模拟量输入滤波器。
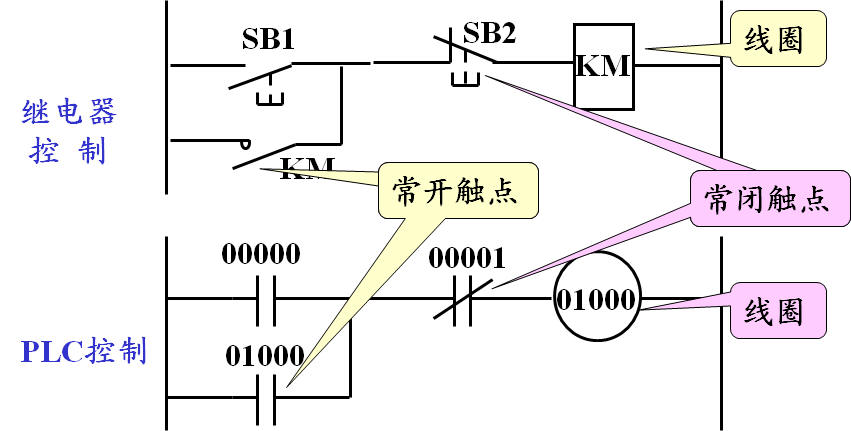
梯形图编程语言是一种图形语言 ,下表是两种梯形图的继电器符号图对照。

下面两个图分别是继电器控制和PLC梯形图控制的对比。
PLC的工作的三个基本过程内容
PLC采用循环扫描的工作方式,在PLC中用户程序按先后顺序存放,CPU从**条指令开始执行程序,直到遇到结束符后又返回**条,如此周而复始不断循环。PLC的扫描过程分为内部处理、通信操作、程序输入处理、程序执行、程序输出几个阶段。全过程扫描一次所需的时间称为扫描周期。当PLC处于停状态时,只进行内部处理和通信操作服务等内容。在PLC处于运行状态时,从内部处理、通信操作、程序输入、程序执行、程序输出,一直循环扫描工作。
1.输入处理
输入处理也叫输入采样。在此阶段,顺序读入所有输入端子的通端状态,并将读入的信息存入内存中所对应的映象寄存器。在此输入映象寄存器被刷新。接着进入程序执行阶段。在程序执行时,输入映象寄存器与外界隔离,即使输入信号发生变化,其映象寄存器的内容也不会发生变化,只有在下一个扫描周期的输入处理阶段才能被读入信息。
2.程序执行
根据PLC梯形图程序扫描原则,按先左后右先上后下的步序,逐句扫描,执行程序。遇到程序跳转指令,根据跳转条件是否满足来决定程序的跳转地址。从用户程序涉及到输入输出状态时,PLC从输入映象寄存器中读出上一阶段采入的对应输入端子状态,从输出映象寄存器读出对应映象寄存器,根据用户程序进行逻辑运算,存入有关器件寄存器中。对每个器件来说,器件映象寄存器中所寄存的内容,会随着程序执行过程而变化。
3.输出处理
程序执行完毕后,将输出映象寄存器,即器件映象寄存器中的Y寄存器的状态,在输出处理阶段转存到输出锁存器,通过隔离电路,驱动功率放大电路,使输出端子向外界输出控制信号,驱动外部负载。
随着计算机控制技术的不断发展,可编程控制器的应用已广泛普及,成为自动化技术的重要组成。可编程控制器**出现在美国,1968年,美国的汽车制造公司通用汽车公司(GM)提出了研制一种新型控制器的要求,并从用户角度提出新一代控制器应具备以下**条件:
(1)编程简单,可在现场修改程序;
(2)维护方便,**是插件式;
(3)可靠性高于继电器控制柜;
(4)体积小于继电器控制柜;
(5)可将数据直接送入管理计算机;
(6)在成本上可与继电器控制柜竞争;
(7)输入可以是交流115V(即用美国的电网电压);
(8)输出为交流115V、2A以上,能直接驱动电磁阀;
(9)在扩展时,原有系统只需要很小的变更;
(10)用户程序存储器容量至少能扩展到4KB。
条件提出后,立即引起了开发热潮。1969年,美国数字设备公司(DEC)研制出了**上**台可编程序控制器,并应用于通用汽车公司的生产线上。当时叫可编程逻辑控制器PLC(Programmable Logic Controller),目的是用来取代继电器,以执行逻辑判断、计时、计数等顺序控制功能。紧接着,美国MODICON公司也开发出同名的控制器,1971年,日本从美国引进了这项新技术,很快研制成了日本**台可编程控制器。1973年,西欧国家也研制出他们的**台可编程控制器。
随着半导体技术,尤其是微处理器和微型计算机技术的发展,到70年代中期以后,特别是进入80年代以来,PLC已广泛地使用16位甚至32位微处理器作为中央处理器,输入输出模块和外围电路也都采用了中、大规模甚至超大规模的集成电路,使PLC在概念、设计、性能价格比以及应用方面都有了新的突破。这时的PLC已不仅仅是逻辑判断功能,还同时具有数据处理、PID调节和数据通信功能,称之为可编程序控制器(Programmable Controller)更为合适,简称为PC,但为了与个人计算机(Persona1 Computer)的简称PC相区别,一般仍将它简称为PLC(Programmable Logic Controller)。
PLC是微机技术与传统的继电器-接触器控制技术相结合的产物,其基本设计思想是把计算机功能完善、灵活、通用等优点和继电器控制系统的简单易懂、操作方便、价格便宜等优点结合起来,控制器的硬件是标准的、通用的。根据实际应用对象,将控制内容编成软件写入控制器的用户程序存储器内。继电器控制系统已有上百年历史,它是用弱电信号控制强电系统的控制方法,在复杂的继电器控制系统中,故障的查找和排除困难,花费时间长,严重地影响工业生产。在工艺要求发生变化的情况下,控制柜内的元件和接线需要作相应的变动,改造工期长、费用高,以至于用户宁愿另外制作一台新的控制柜。而PLC克服了继电器-接触器控制系统中机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用微处理器的优点,并将控制器和被控对象方便的连接起来。由于PLC是由微处理器、存储器和外围器件组成,所以应属于工业控制计算机中的一类。
对用户来说,可编程控制器是一种无触点设备,改变程序即可改变生产工艺,因此如果在初步设计阶段就选用可编程控制器,可以使得设计和调试变得简单容易。从制造生产可编程控制器的厂商角度看,在制造阶段不需要根据用户的订货要求专门设计控制器,适合批量生产。由于这些特点,可编程控制器问世以后很快受到工业控制界的欢迎,并得到迅速的发展。目前,可编程控制器已成为工厂自动化的强有力工具,得到了广泛的应用。
我国从1974年也开始研制可编程序控制器,1977年开始工业应用。目前它已经大量地应用在楼宇自动化、家庭自动化、商业、公用事业、测试设备和农业等领域,并涌现出大批应用可编程序控制器的新型设备。掌握可编程序控制器的工作原理,具备设计、调试和维护可编程序控制器控制系统的能力,已经成为现代工业对电气技术人员和工科学生的基本要求。

